1
Изобретение относится к обработке металлов давлением, в частности к устройствам для штамповки жидкостью.
Известно устройство для гидроштамповки, содержащее матрицу и камеру с каналами для -подачи камеры рабочей жидкости под давлением 1.
Недостатками его являются неравномерное распределение утончения по сечению получаемой детали и значительная пружинистость, особенно в зоне фланца.
С целью повышения качества изделий предложенное устройство снабжено размеш,енной в камере эластичной перегородкой с центральным отверстием для слива рабочей жидкости и установленными в выполненных в ней же отверстиях, возвратно-поступательно перемещающимися для воздействия на эластичную перегородку толкателями, величина хода каждого из которых последовательно уменьшается от центрального отверстия перегородки, а каналы для подачи рабочей жидкости выходят в камеру, в пространство между перегородкой Н матрицей.
На фиг. 1 изображена схема устройства; на фиг. 2 - диаграмма изменения давления жидкости.
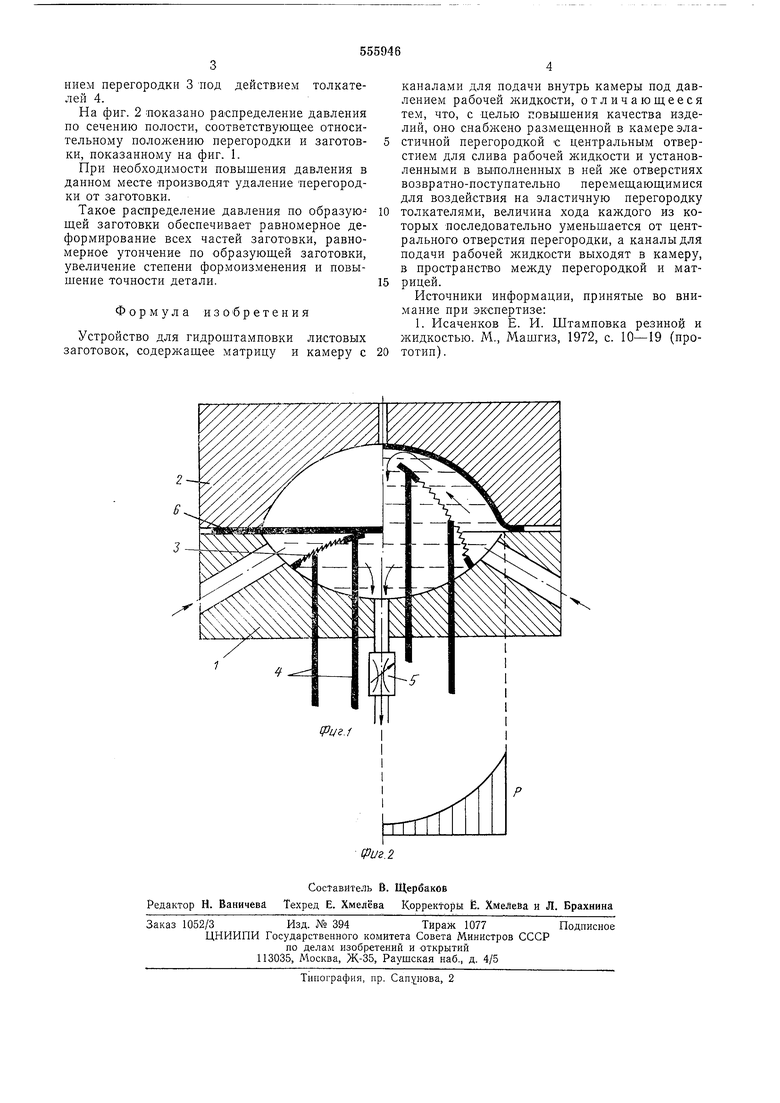
Устройство состоит из полости 1, в которую под давлением непрерывно подают рабочую жидкость от внешнего источника (на чертеже
не показан), матрицы 2, выполненной по форме готовой детали, и эластичной перегородки 3, форма и положение которой определяются формой заготовки в данный момент деформирования. Ноложение перегородки изменяется с помощью толкателей 4. Полость 1 соединена со сливом через регулируемый дроссель 5.
Устройство работает следующим образом.
Заготовка 6 зажимается между матрицей 2 и полостью 1. Затем в полость 1 подается под давлением жидкость. Протекая в пространстве между заготовкой и перегородкой 3, жидкость попадает в емкость, образованную нижней поверхностью перегородки и поверхностью лолости, и затем идет на слив. С помощью дросселя 5 в полости 1 устанавливается некоторое максимальное давление жидкости. Под действием рабочей жидкости происходит деформирование заготовки 6, при этом жидкость непрерывно циркулирует в пространстве под заготовкой. Из уравнения Бернулли следует, что давление в потоке жидкости уменьшается с увеличением скорости ее движения по квадратичному закону. Скорость движения жидкости в отдельных сечениях определяется расходом жидкости, который постоянен для всех сечений, и площадью проходного сечения. В устройстве величииы проходных сечений
изменяются в процессе штамповки перемеще
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки листовых заготовок жидкостью | 1975 |
|
SU555948A1 |
| Устройство для формовки листовых деталей в режиме сверхпластичности | 1981 |
|
SU1038011A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| Устройство для гидроштамповки листовых деталей | 1981 |
|
SU1005982A1 |
| Устройство для формовки жидкостью деталей типа днищ | 1982 |
|
SU1021498A1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Высокоскоростной горизонтальный штамповочный молот с двухсторонним ударом | 1977 |
|
SU732065A1 |
| Взрывная камера | 2015 |
|
RU2619545C1 |
| Универсальный гибочный штамп | 1978 |
|
SU766706A1 |
