1
Изобретение относится к обработке металлов давлением, а именно, к устройствам для гибки заготовок различного профиля, преимущественно прессованных профилей массивного по- 5 перечного сечения, и может быть использовано в производстве летательных аппаратов и аналогичных отраслях промышленности.
Известны рессорные гибочные штам- 10 пы содержащие два взаимодействующих рабочих инструмента рессорного типа, закрепленных своими концевыми частями на шарнирных опорах несущих их корпусов и связанных каждый посредством 15 по меньшей мере одной подвижной относительно корпуса опоры с механизмом изменения кривизны рабочей поверхности этих инструментов, снабженным приводом i.20
При использовании рессорных штампов для гибки профилей точность получаемых деталей низка. Это объясняется тем, что изменяются механические характеристики материала заготовки 25 от одной партии к другой и в пределах одной партии при штамповке, например сплавов типа В95 и свежезакаленном состоянии. Кроме того, изменяются размеры отдельных элементов 30
сечения профиля в пределах допусков. Это обуславливает различное пружинение профилей после разгрузки и соответствующий большой объем ручных доводочных работ.
Цель изобретения - повышение точности изготовления деталей.
С этой целью механизм изменения кривизны универсального гибочного штампа рессорного типа снабжен связанным с приводом этого механизма узлом сравнения эталонного и фактического усилий гибки.
Привод механизма изменения кривизны может быть выполнен в виде гидроцилиндров, шток каждого из которых шарнирно связан с одной из подвижных опор, а гидроцилиндры объединены попарно, по одному от подвижной опоры каждого рабочего инструмента, своими надпоршневыми и поршневыми полостями.
Узел сравнения эталонного и фактического усилий гибки,может быть выполнен в виде мостовой электросхемы, в которую включены тензодатчики, воспринимающие усилие деформирования, и обмотка управления электродгидравлического преобразователя со следящим золотником, установленным в гидравли-,
ческой схеме питания, которой объединены гидроцилиндры привода механизма изменения кривизны.
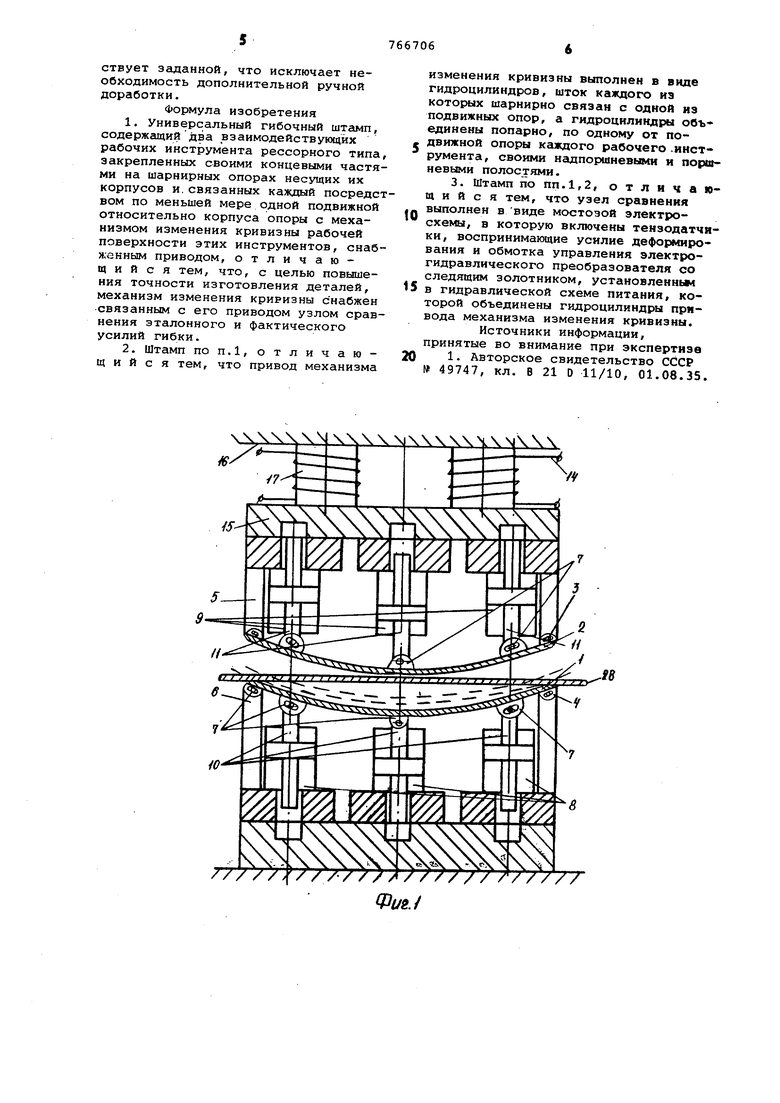
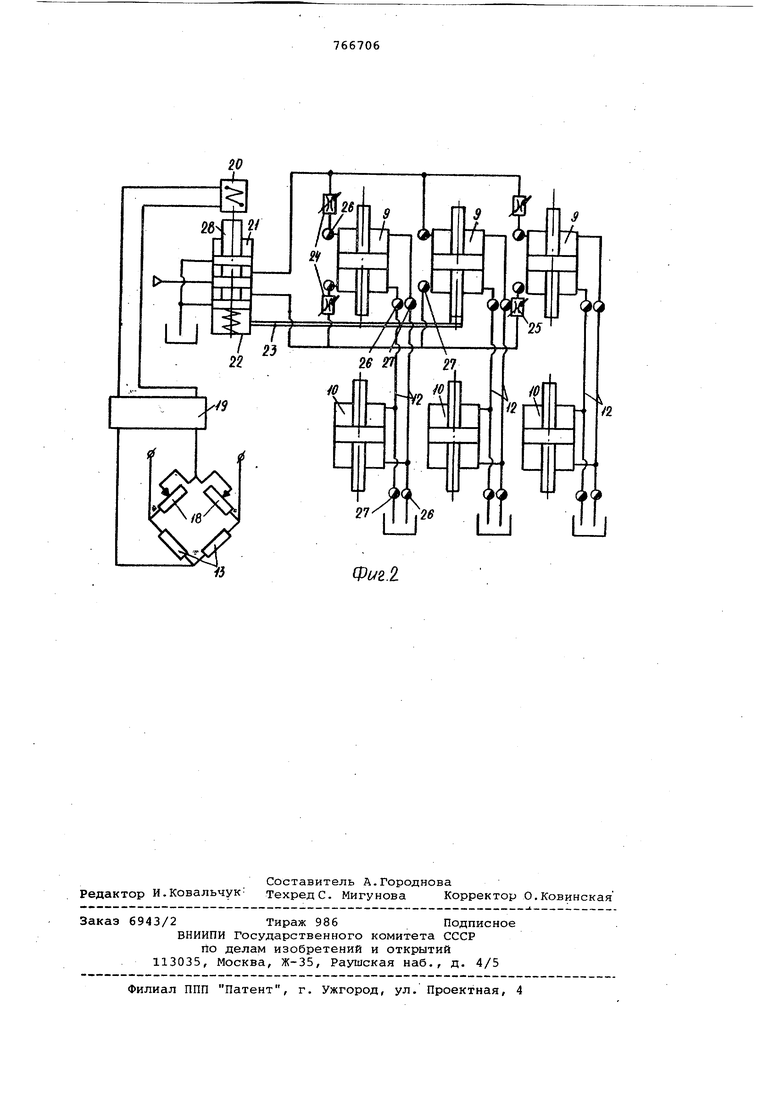
На фиг. 1 схематически изображен штамп; на фиг. 2 - электрогидравлическая схема привода механизма изменения кривизны рабочей поверхности штамповых инструментов.
Штамп содержит два взаимодействующих рабочих инструмента рессорного типа,матрицу 1 и пуансон 2, закрепленных -своими концевыми частями на шарнирных опорах 3 и 4 стоек 5, 6.
Каждый рабочий инструмент связан посредством дополнительных опор 7 с механизмом изменения кривизны рабочих поверхностей инструментов. Привод этого механизма выполнен в виде гидроцилиндров 8 и 9. На штоках 10 гидроцилиндров 8 шарнирно закреплены дополнительные опоры 7 матрицы 1, а на штоках 11 гидроцилиндров 7 шарнирно закреплень дополнительные опор
7пуансона 2. Надпоршневые и поршневые полости гидравлических цилиндров 7,размещенных пойарно, по одному от подвижных опор 7 матрицы и пуансона объединены трубопроводами 12. С приводом штампа связан узел сравнения эталонного и фактического -усилий гиба, содержащий мостовую электросхему, в плечи 13 моста которой включены тензодатчики 14, намотанные на расположенные между верхней плитой 15 и траверсой 16 пресса крешеры 1 7 .
В плечи 18 моста включены настроечные сопротивления.
В диагональ моста включен усилитель 19, подающий команды на обмотку 20 управления электрогидравлического преобразователя со следящим золотником 21.
Корпус 22 золотника с помощью жеской обратной связи 23 соединен со штоком 11 одного из гидроцилиндров 9
8гидравлической схеме, объединяющей гидроцилиндры 9 и 10, имеются регулируемые дроссели 24 и 25 V электрогидравлические краны 26, 27.
Работа штампа происходит следующи образом.
Заготовка 28 укладывается на матрицу 1. Регулируя вручную подачу жидкости в цилиндры 9, устанавливают пуансон 2 по кривой, соответствующей заданному радиусу изгиба с учетом пружинения. При этом матрица 1 ав,томатически принимает форму, соответствукадую пуансону, так как надпоршневые и поршневые полости каждой пары цилиндров 9 и 10 соединены попарно. Поэтому жидкость, вытекающая, например, из цилиндра 9 перетекает в цилиндр 10, что обеспечивает перемещение штоков обоих цилиндров в одном направлении на одинаковую величину. Последовательной корректировкой формы пуансона и матрицы, зависящей
от положения штоков соответствующих цилиндров, добиваются того, что после гибки радиус детали равен заданному с учетом разгрузки. Гибку заготовки производят в передвижку. Переместив заготовку на шаг, деформируют ее, давая прогиб,меньший прогиба при получении готовой детали. Под нагрузкой производят регулировку схемы, добиваясь с помощью сопротивлений 18 отсутствия тока 8 в диагонали моста. По окончании регулировки производят гибку заготовки по обычной схеме.
Если при гибке другой заготовки ее механические характеристики или размеры несколько отличаются от первой, то при перемещении верхней части штампа вниз и создании прогиба, равного а, траверса 16 пресса останавливается и посредством датчиков 14 подается напряжение на вход мостовой схемы. Так как какие-то параметры заготовки отличаются от исходной, то ток в диагонали будет отличным от нуля. Поэтому усилитель 19 подаст напряжение на обмотки 20 электрогидравлического преобразователя, который сместит плунжер 28 золотника 21 в том или ином направлении н некоторую величину в зависимости от величины и знака тока, протекающего по диагонали мостовой схемы. В зависимости от направления смещения плунжера закрываются некоторые электрогидравлические краны.
Например, при смещении плунжера вниз краны 26 открыты, а краны 27 закрыты. Поэтому жидкость из нижних полостей цилиндров 9 перетекает в верхние полости цилиндров 10 в результате чего происходит синхронное изменение кривизны пуансона и матрицы в зависимсоти от отклонения параметров заготовки от эталонной. При смещении золотника вверх краны 26 закрыты, а краны 27 открыты. Поэтому движение штоков гидроцилиндров происходит в противоположном направлении. При смещении штока цилиндра 9 связанного с корпусом 22 золотника, золотник 21 устанавливается в нейтральное положение с помощью обратной связи 23. Так как перемещение штоков цилиндров 9 и 10 не одинаково, крайних бол}зше, а центральных меньше, то в схеме предусмотрены регулируемые дроссели 24 и 25. После корректировки формы пуансона и матрицы заготовка догибается на данном участке, после чего перемещается на шаг и цикл повторяется.
Использование предлагаемого штампа позволяет в процессе штамповки изменять форму пуансона и матрицы при отклонении свойств заготовки от эталонной. Поэтому независимо от механических свойств материала и отклонения размеров заготовки ее фор.ма после снятия нагрузки соответствует заданной, что исключает необходимость дополнительной ручной доработки.
Формула изобретения
1.Универсальный гибочный штамп, содержащийдва взаимодействующих рабочих инструмента рессорного типа, закрепленных своими концевыми частями на шарнирных опорах несущих их корпусов и.связанных каждый посредством по меньшей мере одной подвижной относительно корпуса опоры с механизмом изменения кривизны рабочей поверхности этих инструментов, снабженным приводом, отличающийся тем, что, с целью повышения точности изготовления деталей, механизм изменения кривизны снабжен связанньлм с его приводом узлом сравнения эталонного и фактического усилий гибки.
2.Штамп ПОП.1, отличающийся тем, что привод механизма
изменения кривизны выполнен в виде гидроцилиндров, шток каждого из которых шарнирно связан с одной из подвижных опор, а гидроцилнндры оОъ единены попарно, по одному от подвижной опоры каждого рабочего .инструмента, своими надпоршневыми и поршневыми полостями.
3. Штамп по пп.1г2, отличающийся тем, что узел сравнения выполнен в виде мостовой электросхемы, в которую включены тензодатчики, воспринимающие усилие дефо жирования и обмотка управления электрогидравлического преобразователя со следящим золотником, установленные
в гидравлической схеме питания, которой объединены гидроцилиндры привода механизма изменения кривизны.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР № 49747, кл. В 21 D 11/10, 01.08.35.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки заготовок и устройство для его осуществления | 1988 |
|
SU1806031A3 |
| Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава | 1985 |
|
SU1428519A2 |
| Устройство для обработки длинномерного материала | 1983 |
|
SU1110523A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| ГИБОЧНЫЙ СТАНОК | 1972 |
|
SU331837A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Гибочный штамп для изготовления изделий с симметрично отогнутыми внутрь полками | 1988 |
|
SU1792770A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Линия для подгибки кромок листов с двух сторон | 1989 |
|
SU1748902A1 |
| ЛШИНА ДЛЯ ГИБКИ ДЕТАЛЕЙПд"::::';';'] | 1971 |
|
SU290633A1 |
w
