сл ел со сд
Изобретение относится к металлургии, в частности к непрерывной разливке металла.
По основному авт.св. № 555981 известен способ регулирования вторичного охлаждения cjmTKOB при непрерывной разливке металла, в котором с целью повышения равномерности охлаждения при скачкообразном изменении скорости вытягивания предлагается расход жидкости в каждой секции изменять до установившегося значения при изменившейся скорости по линейному закону. Изменение расхода производятся в течение времени регулирования, равном промежутку времени от момента поступления в кристаллизатор установки металла, отлитого с изменившейся скоростью, до момента полного заполнения этим металлом соответствующей секции 13.
Однако при регулировании по известному способу повьш1ения равномерности охлаждения не достигается, так.как не учитываются теплофизические закономерности процесса затвердевания и (Охлаждения слитков в условиях возмущений скорости вытягивания.
Цель изобретения - повышение равномерности охлаждения слитков.
Поставленная цель достигается тем что согласно способу регулирования вторичного охлаждения слитков при непрерывной разливке металла при изменении скорости вытягивания слитка определяют направление изменения зтой скорости и в зависимости от направления изменения скорости устанавливают продолжительность времени регулирования tp расходом воды в конкретной секции соответственно
- при понижении скорости yCjh/V - при повьшгениискорости
где К, 0,6-0,8; Кг 0,9-1,1; h - расстояние от мениска в
кристаллизаторе до середины конкретной секции; V - значение скорости после ее
изменения.
Принципиальное отличие предлагаемого способа от прототипа заключается в том, что при определении времени регулирования учитывается различие в характеристиках переходного процесса по теплоотдаче от поверхности
слитка, происходящего после снижения и повышения скорости вытягивания. После снижения скорости толгцина корочки в конкретной секции охлаждения увеличивается. С увеличением толщины корочки рост ее замедляется. В связи с этим процесс теплоотдачи от поверхности слитка стабилизируется до того, как металл, отлитый до изменения скорости вытягивания, пройдет данную секцию и установится постоянная толщина корочки, В этом случае необходимость в регулировании расходом воды в конкретной секции в течение всего переходного процесса, продолжительность которого оценивается величиной h/V (V -- значение скорости после ее изменения), отпадает. Этот факт отражен коэффициентом К, 0,6-0,8 при определении времени регулирования после сиижения скорости. При значениях К Ф 0,6-0,8 неравномерность охлаждения поверхности слитка резко возрастает.
При повьш1ении скорости вытягивания корочка слитка в конкретной секции охлаждения становится тоньше. С уменьшением корочки скорость роста ее возрастает. В свою очередь теплоотдача от поверхности слнг; а увеличивается вплоть до момента прохождения металлом, отлитым с изменившейся скоростью, середины данной секции и установления постоянной толщины корочки. В этом случае регулирование расходом воды в конкретной секции должно производиться в течение всего переходного процесса Последний факт отражен коэффициентом Kj 0,9-1,1 при определении времени регулирования после повышения скорости. При Kj 4 0,9-1,1 неравномерность охлаждения существенно возрастает.
Конкретные значения коэффициентов зависят от разливаемого металла и определяются с помощью имитации процесса регулирования вторичным охлаждением на математической модели и даных измерения температуры в теле слитка.
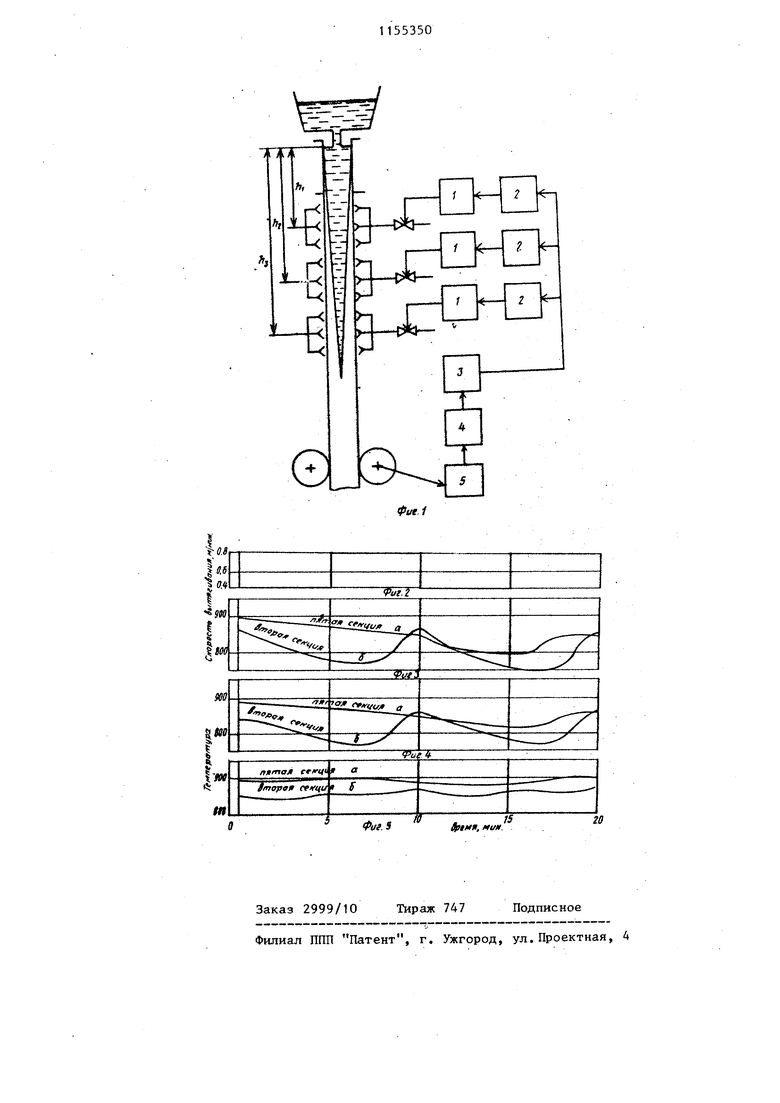
На фиг.1 изображено устройство для реализации способа; на фиг.2-5 кривые изменения температуры поверхности слитка на выходе из второй и пятой секций охлаждения.
Устройство рассматривается применительно к трехсекционной зоне вто31ринного охлаждения. Изобретение може быть использовано применительно к зоне вторичного охлажд,ения с любым количеством секций. Устройство содержит регуляторы 1 расхода воды для каждой секции зоны вторичного охлаждения, на вход которых подключены задатчики 2 расхода воды, К входам задатчиков 2 подключен выход арифметического устройства 3, на вход которого подключен анализатор 4 направления изменения скорости. На вход анализатора 4 подключен тахогенератор 5, изменяющий скорость вытягивания, Способ регулирования осуществляет ся следующим образом. При некоторой начальной стационарной скорости вытягивания V регуляторы 1 расхода охлаждающей воды поддерживают в каждой i-той секции расходы воды G. (i 1,2,3), соответствующие скорости V , При изменении скорости вытягивания до значения Vj , фиксируемого тахогенератором 5, анализатор 4 определяет направление изменения скорости вытягивания. При д V V2 -V О фиксируется понижение скорости; при - повышение скорости. Затем арифметическое устройство 3, в которое -заранее введены конкретные значения коэффициентов К и К2, вычисляе для каждой секции i продолжительност .времени регулирования, соответственно0 ftpH AV О при iiV 0 После этого арифметическое ус1ройство 3 рассчитывает для секции изменение задания задатчиком 2 по формуле Gi)t/t GJ (t) Gl + (G- , При имитации значения К и К, няты равными 0,7 и 1,0 соответствен но. Как следует из фиг, 4 и 5 при предлагаемо- способе .л;;:л максимальный разброс SiiaqGiLjifi тсг-Ле ратуры поверхности (или неравномог ность охлаждения) сн1шается с 90100°С до 25-30 с, В результате имитация , управления охлаждением слитков кз углеродистой стали при исг.с,зевания предлагаемого способа па гулирования установлено, что patii::--мерно.сть охлаждения поБьш ается . три раза. При этом удается лик ровать перепады температуры по IOJUKHне корки и снизить термические наггряженил, в результате чего в ; {.л;:; не происходит образования ropjriii.-; трещин, повышается качество литого металла. Предлагаемый способ регулирования может быть использован в системах автоматического регулирования (С ,.:) процесса втор1гчного охлаждеи.яя слпч ков при непрерывной разлиг;кс стг:.-.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования охлаждения слитка на установке непрерывной разливки металла | 1975 |
|
SU555981A1 |
| СПОСОБ ДИНАМИЧЕСКОГО РЕГУЛИРОВАНИЯ ОХЛАЖДЕНИЯ СЛИТКА НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2003 |
|
RU2243062C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Система автоматического управления охлаждением слитка | 1979 |
|
SU910337A1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU620332A1 |
| Способ непрерывной разливки металлов | 1978 |
|
SU897390A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
СПОСОБ РЕГУЛИРОВАНИЯ ВТОРИЧНОГО ОХЛА)1ЩЕНИЯ СЛИТКОВ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛА по авт.св. № 555981, отличающийся тем, что, с целью повышения равномерности охлаждения слитков, при изменении скорости вытягивания слитка определяют направление изменения этой скорости и в зависимости от направления изменения скорости устанавливают продолжительность времени регулирования tp расходом воды в конкретной секции соответственно jK,t hiV - при понижении скорости; h(; - при повышении скорости. 0,6-0,8; где Кд h 0,9-1,1; расстояние от мениска металла в кристаллизаторе до се- g 9 редины конкретной секции; V значение скорости после ее изменения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ регулирования охлаждения слитка на установке непрерывной разливки металла | 1975 |
|
SU555981A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
