I
Изобретение относится к металлургии и может быть использовано в системах регулирования охлаждения слитка в машинах непрерывного литья.
Наиболее близкой по технической сущности к изобретению является система .регулирования охлаждения слитка на установке непрерывной разливки металла, содержащая регуляторы расхода воды для казедой секции зоны вторичного охлаждения, регулирующие клапаны, измеритель скорости вытягивания слитка и арифметическое устройство 13.
Недостатком известной системы является то, что она не может управлять охлаждением слитка так, чтобы каждый его поперечный элемент имел одну и ту же термическую историю, которая при затвердешш слит-, ка определяет его структуру, степень Х11мической и физической неоднородности. При управлении охлаждением по известному устройству каждый поперечный элемент слитка при своем движении вдоль технологической оси машины непрерывного литья имеет собственную термическую историю, отличную от изменений во времени теплового состояния других элементов. Поэтому, используя известное устройство, невозможно добиться получения однородного по структуре и качеству непрерывнолитого слитка.
10
Целью изобретения является улучшение теплового режима непрерывнолитого слитка, получения однородного по структуре и свойствам слитка в широком диапазоне изменения
15 скорости вытягивания слитка, повышение производительности машины непрерывного литья.
Для достижения этих целей предлагаемая система автоматического
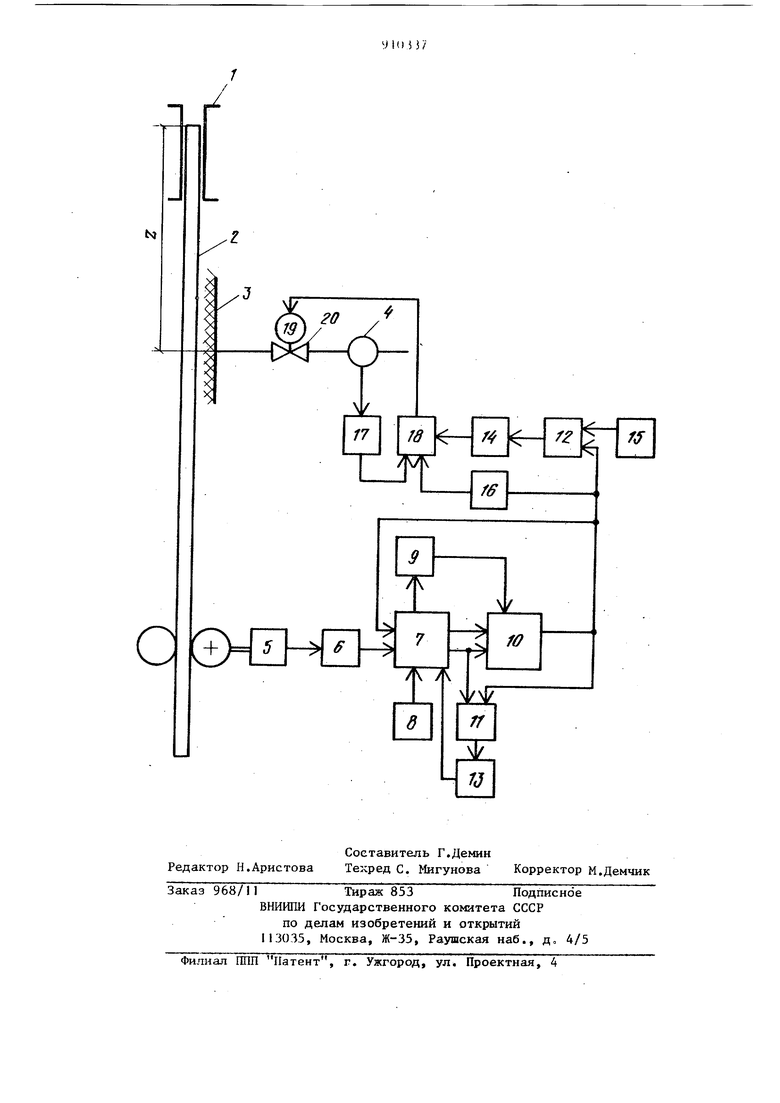
20 управления охлаждением слитка, содержащая регуляторы расхода воды, регулирующее клапаны, измеритель скорости, дополнительно содержит 39 блок деления, блок управления, генератор импульсов, датчик текущего времени переходного процесса, два блока сравнения, два пороговых устройства, задатчик времени прекращения подачи воды, блок функциональной зависимости, измеритель расхода воды на сек1Ц1ю,- причем выход измерителя скорости вытягивания слитк соединен с входом блока деления, выход которого соединен с входом бл ка управления, а его выход соединен с первым из входов арифметического устройства, второй- вход блока управления соединен с выходом арифметического устройства и первым вхо дом первого блока сравнения, другой вход которого соединен с другим выходом блока управления, выход перво го блока сравнения соединен с входом порогового устройства, а его выход соединен с входом блока управ ления, другой вход которого соедине с выходом генератора импульсов, вых блока управления соединен с входом датчика текущего времени переходного процесса, а выход его соединен с входом арифметического устройства выход арифметического устройства со динен с входом блока функциональной зависимости и первым входом второго блока сравнения, другой вход которого соединен с выходом задатчика времени прекращения подачи воды, а выхо второго блока сравнения соединен с входом второго порогового устройства, выход которого соединен с входом регулирукйдего блока, два других входа которого соединены соответс гвенно с выходом блока функциональной зависимости и выходом измерителя расхода воды на секцию, выход регулирующего блока соединен с исполнительным механизмом регулирукяцего органа соответствукщей секции. На чертеже представлена схема сис темы автоматического управления охлаждением слитка машины непрерывного литья для одной секции зоны вторичного охлаждения (для других секций схема аналогична). Система включает кристаллизатор 1, слиток 2, секцию 3 зоны вторичног охлаждения, трубопровод 4 подвода воды, измеритель 5 скорости вытягивания слитка, блок 6 деления, блок 7 управления, генератор 8 импульсов, датчик 9 текущего времени переходного процесса, арифметическое устрой ство-10, блоки 11 и 12 сравнения, пороговые устройства 13 и 14, задатчик 15 времени прекращения подачи воды, блок 16 функциональной зависимости, измеритель 17 расхода воды на секцию, регулирующий блок 18,исполнительный механизм 19 и регулирующий орган 20. Система работает следующим образом. Перед началом разливки, в соответствии с разливаемой маркой металла, его температурой, типом кристаллизатора и конструкцией поддерживающих элементов зоны вторичного охлаждения, устанавливают на блоке 16 заданную функциональную зависимость расхода воды на секцию от величины времени охлахде1шя слитка в данной секции, а на задатчике 15 величину времени прекращения подачи воды. Сигнал измерителя 5 скорости вытягивания слитка поступает на вход блока 6 деления, на выходе которого появляется сигнал, пропорциональный времени охлаждения слитка в данной секции: где t - время охлаждения слитка в данной секции, I - расстояние от мениска металла в кристаллизаторе до середины данной секции, V - текутцее значение скорости вытягивания слитка. Сигнал с выхода блока 6 деления поступает на второй измерительный вход блока 7.управления, а на первый измерительный вход блока 7 управления поступает сигнал с выхода арифметического устройства 10. При установившемся режиме литья скорость вытягивания слитка постоянна, сигналы на измерительных входах и выходах блока 7 управления равны между собой, импульсы с выхода генератора 8 импульсов не изменяют состояния блока 7 управления, датчик 9 времени переходного процесса находится в исходном состоянии, и на его выходе сигнал равен нулю. Сигналы с первого и второго измерительных выходов блока 7 управления и сигнал с выхода датчика 9 текущего времени переходного процесса поступают на соответствующие входы арифметического устройства, на выходе которого появляется сигнал, пропорцноналышй Чпр--Ч выходной сигнал арифметического устройства, пропорциональный времени охла дения слитка в данной секции-, i - сигнал с блока управления по первому измерительному ВЫХОДУ; tr - сигнал с блока управления по второму измерительному выходу; Т - текущее время переходного процесса. В установившемся режиме разливки :- Сигнал с выхода арифметического устройства 10 поступает одновременн на блок 12 сравнения, где сравнивается с сигналом задатчика 15 време ни прекращения подачи воды, и через блок 16 функциональной зависимости на один из входов регулирующего блока 18. На другой вход регулирующего блока 18 поступает сигнал с выхода измерителя 17 расхода воды на секцию. Если сигнал с выхода арифметичес кого устройства 10 меньше сигнала с выхода задатчика 15 времени прекращения подачи воды, то сигнал с выхо блока 12 сравнения выдает через пороговое устройство 14 разрешающий сигнал на вход регулирующего блока 18, и регулирующий блок 18 управляет через исполнительный механизм 19 регулирующим -органом 20, изменяя по чу воды на охлаждение слитка в соот ветствии с сигналом с выхода блока 16 функциональной зависимости. Б установившемся режиме литья си нал с выхода измерителя 17 расхода воды на секцию пропорционален сигналу с выхода блока 16 функциональной зависимости. В том случае, если сигнал с выход арифметического устройства 10 больш или равен сигналу с выхода задатчика 15 времени прекращения подачи воды, то сигнал с выхода блока 12 сравнени через пороговое устройство 14 выдает на вход регулирукяцего блока 16 запрещающий сигнал, и регулирующий блок 18 через механизм 19 дает коман 76 ду на закрытие регулирующего органа 20. При изменениии скорости вытягивания слитка изменяется величина сигна ла на втором измерительном входе блока 7 управления. По первому послр изменения скорости вытягивания слитка импульсу с выхода генератора 8 иь1пульсов в блоке 7 управления запоминают :я сигналы по первому и второму измерительным входам и подаются на соответствующие измерительные выходы этого блока, а также подается сигнал на включение датчика 9 текущего времени переходного процесса. Сигналы с измерительных выходов блока 7 управления и сигнал с выхода датчика 9текущего времени переходного процесса поступают на арифметическое устройство 10. Сигнал на выходе арифметического устройства 10 изменяется до тех пор, пока не достигнет величины сигнала со второго измерительного выхода блока 7 управления, тогда блок 11 сравнения через пороговое устройство 13 выдает импульс, по которому в блоке / управления запоминается новое значение сигнала по первому измерительному входу и подается на первый измерительный выход блока 7 управления, а датчик 9 текущего времени переходного процесса возвращается в исходное положение, на его выходе сигнал равен нулю. Если время переходного процесса больше времени мевду импульсами с . генератора 8 импульсов, то по следующему импульсу, в случае дальнейшего изменения скорости вытягиваЦИЯ слитка, а следовательно, и изменения сигнала на втором измерительном входе блока 7 управления, запоминаются новые значения входных измерительных сигналов блока 7 управления, подаются на соответствующие измерительные выходы его, и вновь включается датчик 9 текущего времени переходного процесса. На выходе арифметического устройства 10появляется сигнал, пропорциональный t., 1 с новыми значаИЯМИ , tfj в том случае, если скорость вытяивания слитка не изменяется с начаа и до конца протекания переходноо процесса, то импульс с генератоpa 8 импульсов не изменит прежнего состояния блока 7 управления, и пер ходный процесс будет продолжаться до тех пор, пока сигнал с выхода арифметического устройства 10 не ст нет равным сигналу со второго измерительного выхода блока 7 управлеФормула изобретения Система автоматического управления охлаждением слитка, содержащая регуляторы расхода воды.зоны вторичного охлаждения, регулирующие клапаны, измеритель скорости вытягивания слитка и арифметическое устройство, отличающаяс тем, что, с целью получения однород ного по структуре и свойствам слитка в широком диапазоне изменения скорости вытягивания слитка и улучшения теплового режима его формирования, она дополнительно содержит блок деления, блок управления, генератор импульсов, датчик текущего времени переходного процесса, два блока сравнения, два пороговых устройства, задатчик времени прекра щения подачи воды, блок функциональной зависимости, измеритель расхода воды на секцию, причем выход измерителя скорости вытягивания слитка соединен с входом блока деления, выход которого соединен с входом блока управления, а его выхо соединен с первым из входов арифметического устройства, второй вход блока управления соединен с выходом арифметического устройства и первым входом первого блока сравнения, другой вход которого соединен с другим выходом блока управления, выход первого блока сравнения соединен с входом порогового устройства, а его выход соединен с входом блока управления, другой вход которого соединен с выходом генератора импульсов, выход блока управления соединен с входом датчика текущего времени переходного процесса, а вьпсод его соединен с I ходом арифметического устройства, выход арифметического устройства соединен с входом блока функциональной зависимости и первым входом второго блока сравнения, другой вход которого соединен с выходом задатчика времени прекращения подачи воды, а выход второго блока сравнения соединен с входом второго порогового устройства, выход которого соединен с входом регулирукщего блока, два других входа которого соединены соответственно с выходом блока функциональной зависимости и выходом измерителя расхода воды на секцию, выход регулирукщего блока соединен с исполнительным механизмом регулирующего органа соответствующей секции. Источники информации, принятые во внимание при экспертизе 1. ABtopCKoe свидетельство СССР № 555981, кл. В 22 О 11/16, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения толщины затвердевшей оболочки непрерывного слитка | 1979 |
|
SU910336A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU620332A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Способ управления процессом кристаллизации слитка в зоне вторичного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1447554A1 |
| Устройство для автоматического управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1039642A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| Система автоматического управления процессом непрерывной разливки металла | 1984 |
|
SU1228965A1 |