1
Изобретение относится к области металлообработки.
Известны автоматы для мерной резки труб, подаваемых в резцовую головку тележкой до упора.
Описываемый автомат отличается от известных тем, что он снабжен дополнительным утопленным упором, установленным от плоскости резания на расстоянии, равиом длине отрезаемой заготовки, и выдвигаемым по сигналу датчика следящего устройства, укрепленного на одной из зажимных губок тележки. Этим обеспечивается вырезка некратного остатка трубы.
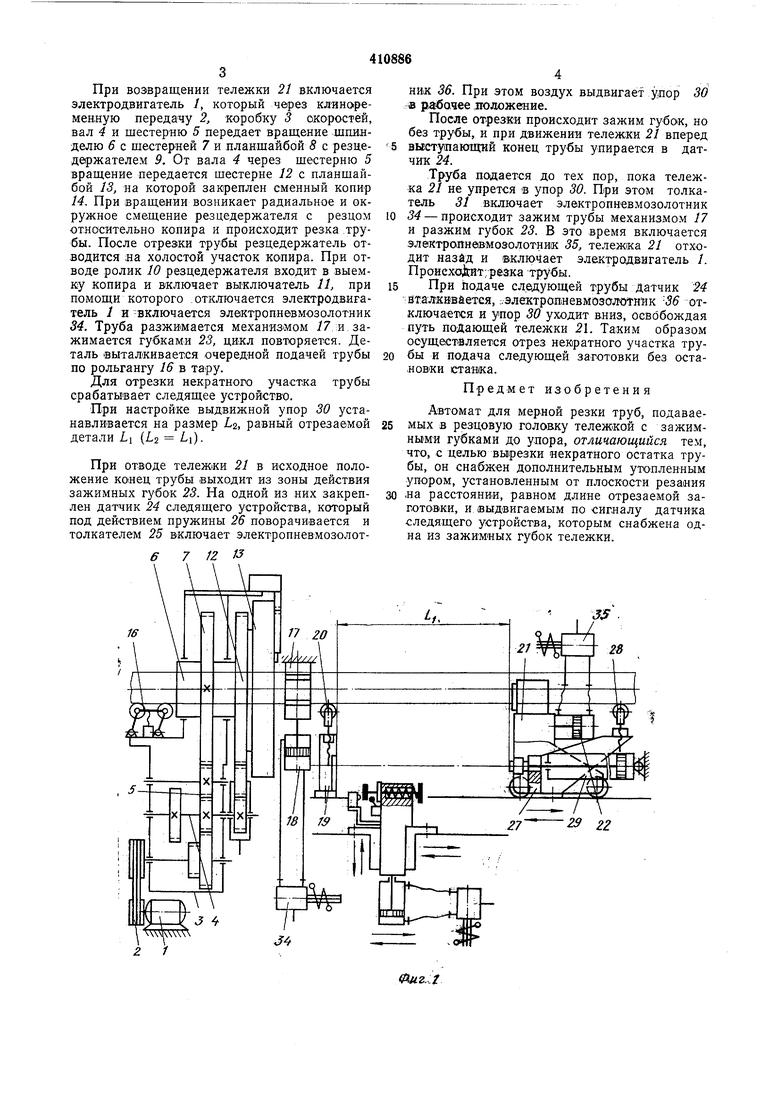
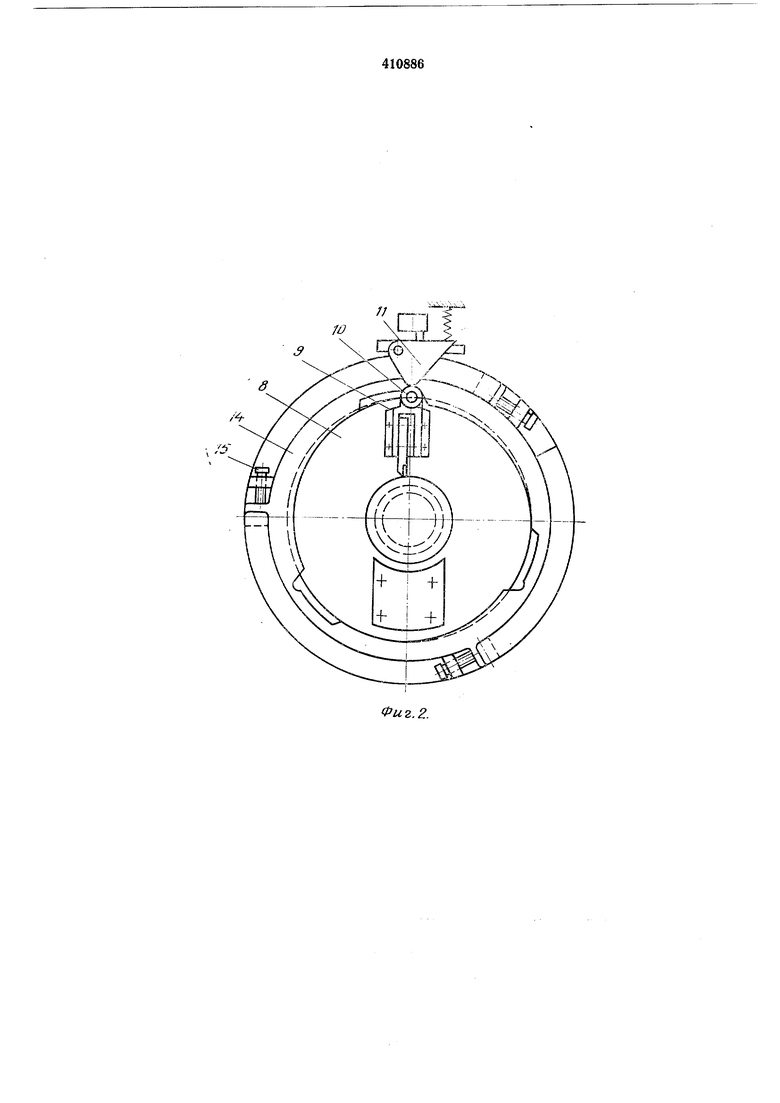
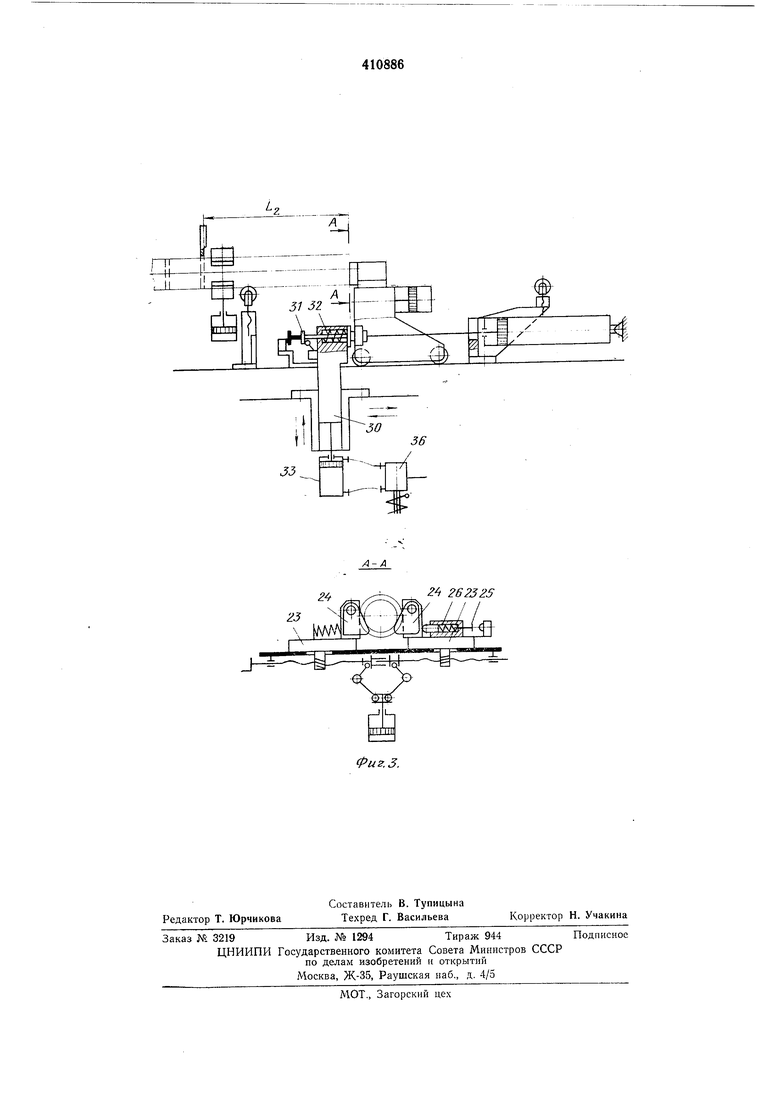
На фиг.-1 показана кинематическая схема автомата; на фиг. 2 - резцовая головка; на фиг. 3 схематично изображено следящее устройство.
Автомат содержит электродвигатель /, клиноременную передачу 2, коробку 3 скоростей и вал 4, на котором закреплена шестерня 5. На шпинделе 6 жестко закреплена шестерня 7 с плаишайбой 8, на которой находится резцедержатель 9 с роликом 10, действующим на выключатель 11. На шпинделе свободно насажена шестерня 12, к кото1рой прикреплена планшайба 13 под сменный копир М, фиксируемый болтами 15.
В задней части автомата расположен рольганг 16, в передней - зажимной механизм 77
с пневмоцилиндром 18, упор 19 с подводным роликом 20, подающая тележ1ка 21 с пневмоцилиндром 22 и зажимными губками 23, к одной из которых прикреплен датчик 24 следящего устройства с толкателем 25 и пружиной 26, передвижной упор 27 с роликом 28 и пневмоцилиидр 29.
В нижней части авто1мата расположены выдвижной упор 30 с толкателем 31, пружипой 32 и пневмоцилиндром 33, а также пневмоэлектрозолотники 34, 35 и 36.
Автомат работает следующим образом. Трубу устанавливают на подвижные ролики 20 и 28. При включении автомата, срабатывает пневмоэлектрозолотник 34. Воздух попадает в пневмоцилиндр 18 и зажимной механизм 17 разжимается. Одновременно часть воздуха попадает в пневмодилиндр 22 подвижной тележки 21 и труба зажимается губками 23. При этом включается пневмоэлектрозолотник 35, воздух попадает в пневмоцилиндр 29 и тележка 21 вместе с трубой передвигается до упора 19.
С подачей тележки 2} до упора 19 пневмоэлектрозолотник 34 отключается и труба зажимается механизмом 17 и разжимается губками 23. В это время пнеемоэлектрозолотник 55 отключается и тележка 21 возвращается в первоначальное положение, установленное подвижным упором 27. При возвращении тележки 21 включается электродвигатель /, который через кляноременную передачу 2, коробку 3 скоростей, вал 4 и шестерню 5 передает вращение шпинделю 6 с щестерней 7 и планшайбой 5 с резцедержателем 9. От вала 4 через шестерню 5 вращение передается шестерне 12 с планшайбой 13, на которой закреплен сменный копир 14. При 1вращении возникает радиальное и окружное смещение резцедержателя с резцом относительно копира и происходит резка трубы. После отрезки трубы резцедержатель отводится яа холостой участок копира. При отводе ролик 10 резцедержателя входит в выемку копира и включает выключатель 11, при помощи которого отключается электродвигатель 1 и включается электропневмозолотник 34. Труба разжимается механизмом /7 :и зажимается губками 23, цикл повторяется. Деталь выталкивается очередной подачей трубы по рольгангу 16 в тару. Для отрезки некратного участка трубы срабатывает следящее устройство. При настройке выдвижной упор 30 устанавливается на размер L2, равный отрезаемой детали LI (L2 L). При отводе тележки 21 в исходное положение кояец трубы выходит из зоны действия зажимных губок 23. На одной из них закреплен датчик 24 следящего устройства, который под действием пружины 26 поворачивается и толкателем 25 включает электропневмозолотФ г.:.1 ник 36. При этом воздух выдвигает упор 30 в рабочее положение. После отрезки происходит зажим губок, но без трубы, и при движении тележки 21 вперед выступаклцнй конец трубы упирается в датчнк 24. Труба подается до тех пор, пока тележка 21 не упрется в упор 30. При этом толкатель 31 в:ключает электропневмозолотник 34 - происходит зажим трубы механизмом 17 и разжим губок 23. В это время включается электропне вмозолотник 35, тележка 21 отходит назад и включает электродвигатель /. Происхо,Ь-йТ:. резка трубы. При подаче следующей трубы датчик 24 вталКйвается, ..электропневмозолт-ник -36 отключается и упор 30 уходит вниз, освобождая путь подающей тележки 21. Таким образом осуществляется отрез некратного участка трубы и подача следующей заготовки без осталовки стайка. Предмет изобретения Автомат для мерной резки труб, подаваемых в резцовую головку тележкой с зажимными губками до упора, отличающийся тем, что, с целью вырезки некратного остатка трубы, он снабжен дополнительным утопленным упором, установленным от плоскости резаиия ,на расстоянии, равном длине отрезаемой заroTOiBKH, и выдвигаемым по сигналу датчика следящего устройства, которым снабжена одна из зажимных губок тележки.
Ю
в
/4Фиг. г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для мерной резки труб | 1980 |
|
SU882708A1 |
| Устройство для резки труб | 1981 |
|
SU1009653A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| Труборезный автомат | 1981 |
|
SU1009613A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 1992 |
|
RU2056981C1 |
| Отрезной автомат | 1977 |
|
SU740414A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Отрезной автомат | 1975 |
|
SU555998A1 |
-Л
4 262325
.3.
