Изобретение относится к области сварочного производства и может быть использовано в машиностроении при получении биметаллических деталей.
Известен способ сварки давлением со всесторонним сжатием газом под давлением соединяемых деталей, преимущественно заготовок биметаллических труб.
Этот способ требует герметизации контактирующих поверхностей от рабочей среды при сборке.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является способ сварки давлением, при котором сжатие свариваемых деталей осуществляют созданием давления на рабочую среду, в которую предварительно помещают детали.
По известному способу детали необходимо при сборке предварительно плотно соединять по всей поверхности контактирования во избежание затекания жидкой среды в зону контакта, что снижает производительность процесса.
Целью изобретения является упрощение операции сборки деталей для повышения производительности процесса.
Для этого в качестве . рабочей среды используют порошок из частиц, не сваривающихся между собой и с деталями.
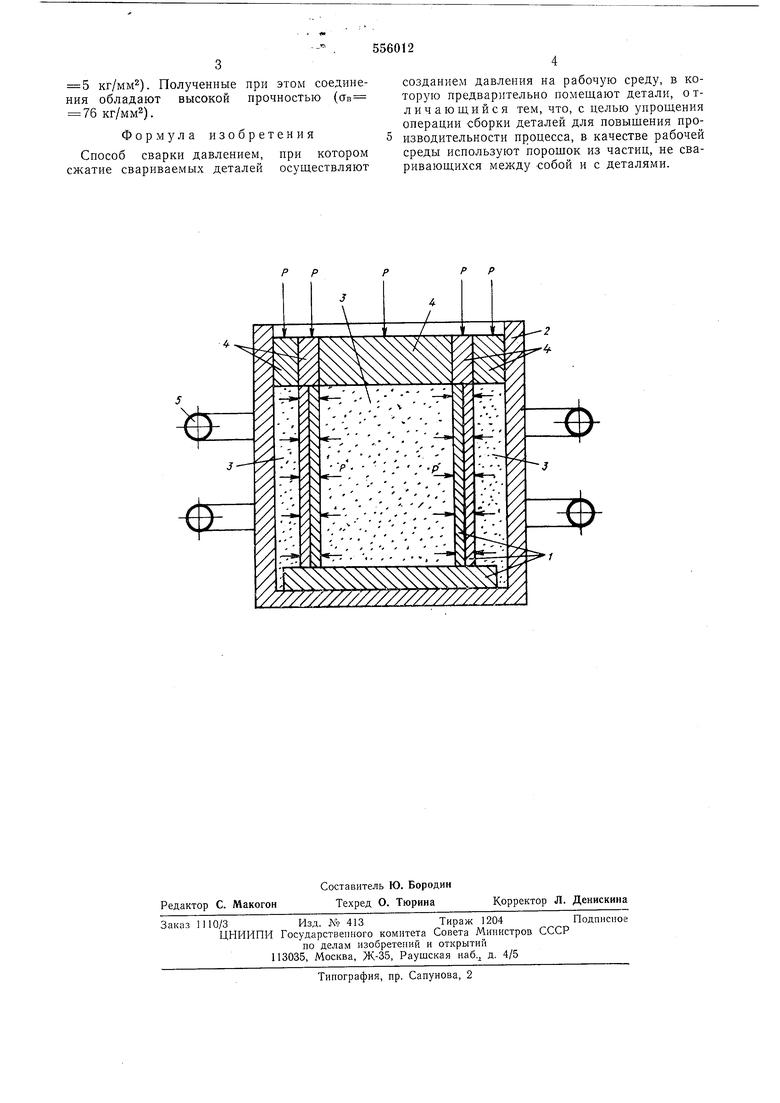
Предлагаемый способ иллюстрируется чертежом.
Свариваемые детали 1 помещают в контейнер 2. Далее контейнер засыпают порошком 3 из частиц, не сваривающихся между собой и с деталями, и с помощью пуансона 4 осуществляют сжатие порошкообразной среды.
Сварочное усилие сжатия через порошкообразную среду равномерно передается на все свариваемые поверхности (боковую цилиидрическую и торцовую), вызывая необходимое и достаточное всестороннее сжатие для образования монолитного соединения.
Пагрев свариваемых деталей осуществляют с помощью нагревателя 5, например электроконтактиого нагревателя, индуктора, установленного вокруг контейнера.
Процесс сварки может осуществляться в любой контролируемой атмосфере, в том числе и в вакууме.
Пример. Сваривают конструкцию, состоящую из двух трубок.
Охватывающая трубка (сплав ЭИ602) имеет следующие размеры, мм: , , /г 40; охватываемая трубка (сплав ЭП528А), , Л 40.
Сварку производят по охватываемой поверхности диаметром 20 мм. Оптимальный режим сварки: Т: 1100°С; Р 5 кг/мм ; т- 15 .мин, В торр. При передаче усилия сжатия при сварке с помощью иуансонов через порошок нитрида бора усилие сжатия достигает требуемой величины (Р
5 кг/мм). Полученные при этом соединения обладают высокой прочностью {сгв 76 кг/мм).
Формула изобретения
Способ сварки давлением,
при котором сжатие свариваемых деталей осуществляют
созданием давления на рабочую среду, в которую предварительно помещают детали, о тличающийся тем, что, с целью упрощения операции сборки деталей для повышения производительности процесса, в качестве рабочей среды используют порошок из частиц, не сваривающихся между -собой и с деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ | 1991 |
|
RU2010689C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| Способ диффузионной сварки | 1990 |
|
SU1764903A1 |
| Заготовка для диффузионной сварки переходника титан-алюминий | 2015 |
|
RU2620402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИФФУЗИОННОЙ СВАРКОЙ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ "ТИТАН - НЕРЖАВЕЮЩАЯ СТАЛЬ" | 2023 |
|
RU2802246C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МЕДИ И МЕДНЫХ СПЛАВОВ | 2014 |
|
RU2558322C1 |
| Способ диффузионной сварки деталей из трудно свариваемых сплавов | 2022 |
|
RU2787287C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ КЕРАМОМАТРИЧНОГО КОМПОЗИТА С МЕТАЛЛАМИ | 2015 |
|
RU2593066C1 |
| Способ изготовления биметаллических изделий | 1977 |
|
SU733756A1 |
х
Ч //
У//////////У/У////
%
i
