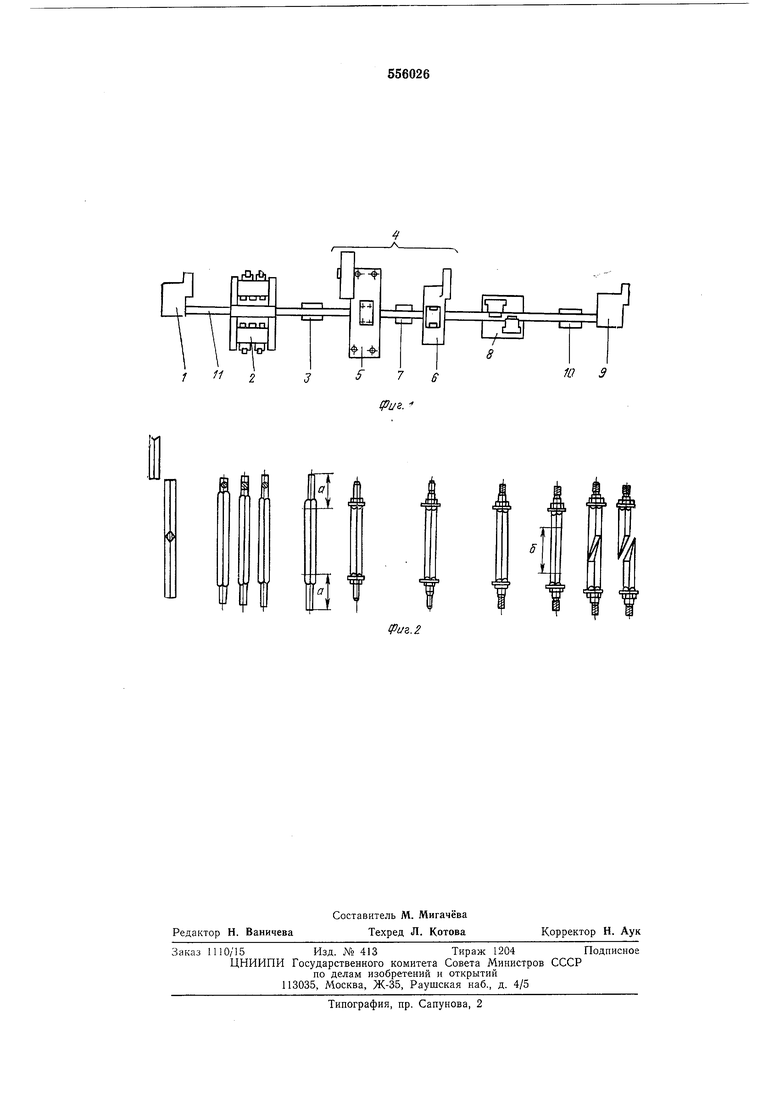
Автомат 5 горячей высадки дает возможность оформлять опорный фланец за два перехода высадки, при этом положение заготовки не меняется. Заготовка поступает на позицию штамповки, где ее в центральной части зажимают и выдерживают в течение двух ударов. Время зажима согласуется со временем движения заготовки по линии и не должно быть больше темпа линии. За первый удар работает первая высадочная матрица, перед вторым ударом на позицию высадки устанавливают вторую высадочную матрицу, которая окончательно оформляет опорный фланец зуба. Для согласования работы автомата 5 с темпом линии число ходов двух ползунов у него в два раза больше числа ходов остальных автоматов. Охлаждаюш,ее устройство 7 состоит из участка транспортного средства 11 и спреерной установки (на чертеже не показана). При прохождении нагретых заготовок по этому участку концы заготовок остывают на воздухе с 850 до 500°С. В спреерной установке частично остывшие концы попадают под струи холодной воды, скорость охлаждения увеличивается. Это уменьшает потребную длину транспортера. Пруток квадратного сечения автоматически подается в автомат 1 для рубки заготовок, где от прутка, например, шестиметровой длины, отрубают двойную заготовку. По транспортному средству 11 заготовка попадает в автомат 2 для роликового редуцирования, где за несколько переходов (в данном случае три) концы заготовок уменьшают в поперечном сечении. Длина редуцирования согласуется с возможностью оформления опорного фланца. При прохождении нагревательной установки 3 происходит нагрев отредуцированных концов на длину а. Этот участок заготовки подвергают деформированию при оформлении опорного фланца на автомате 5 горячей высадки. Высаженная с двух сторон заготовка попадает в охлаждаюш,ее устройство 7, где нагретые концы остывают до нормальной температуры цеха. Редуцирование концов под накатку осуществляют на автомате 6 редуцирования в жестком фильере. По транспортному средству 11 заготовки попадают в автомат 8 для накатки резьбы, откуда по транспортному средству 11 заготовки передают в автомат 9 для .разделения, по пути в который они проходят нагревательную установку 10, где происходит нагрев центральной части двойных заготовок на длине б, участвующей в деформации. Формула изобретения Автоматическая линия для изготовления зубьев борон, содержащая установленные в порядке осуществления технологического цикла и связанные между собой межоперационными транспортными средствами автомат для рубки заготовок, автомат для роликового редуцирования, устройство для высадки опорного фланца и редуцирования в жестком фильере, автомат для накатки резьбы и автомат для разделения, отличающаяс я тем, что, с целью обеспечения изготовления изделий из труднодеформируемых металлов и повышения качества изделий, она снабжена установленной перед устройством для высадки опорного фланца и редуцирования в жестком фильере нагревательной установкой, а устройство для высадки опорного фланца и редуцирования в жестком фильере выполнено в виде двух раздельных автоматов: автомата горячей высадки, автомата редуцирования и размещенного между ними охлаждающего устройства. Источники информации, принятые во внрмание при экспертизе: 1. Тезисы докладов отраслевого совещания по теме «Расширение области применения методов холодного и полугорячего объемного деформирования для изготовления деталей тракторов и сельскохозяйственных машин взамен обработки резанием. М., НИИТракторсельхозмаш, 1970, с. 27 (прототип). 1 1 23f 7 e & фиг. 2 Ю 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУТЕВЫХ ШУРУПОВ | 1996 |
|
RU2100127C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| Клещевое устройство для транспортирования стержневых заготовок | 1973 |
|
SU464373A1 |
(
I
I
