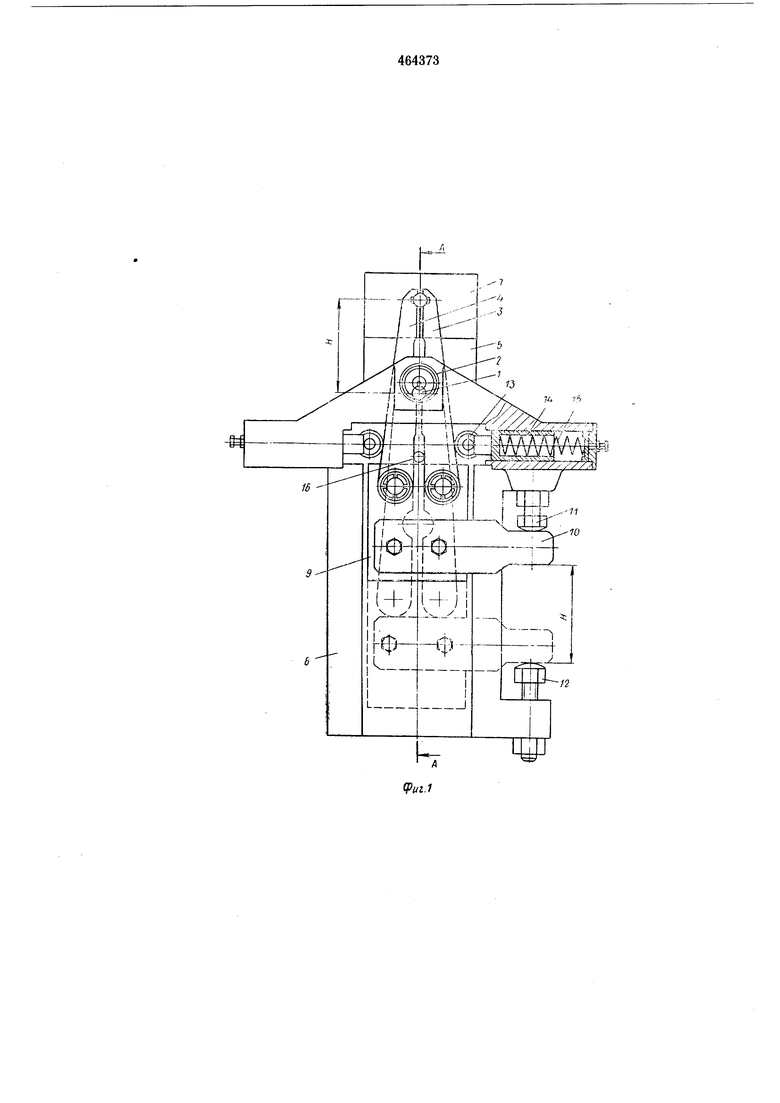
рыми определяет ход подачи Я. Ролики 13, закрепленные в стакане 14 при помощи пружины 15, постоянно сжимают клещевые захваты 3 и 4, между которыми находится ограничивающий упор 16.
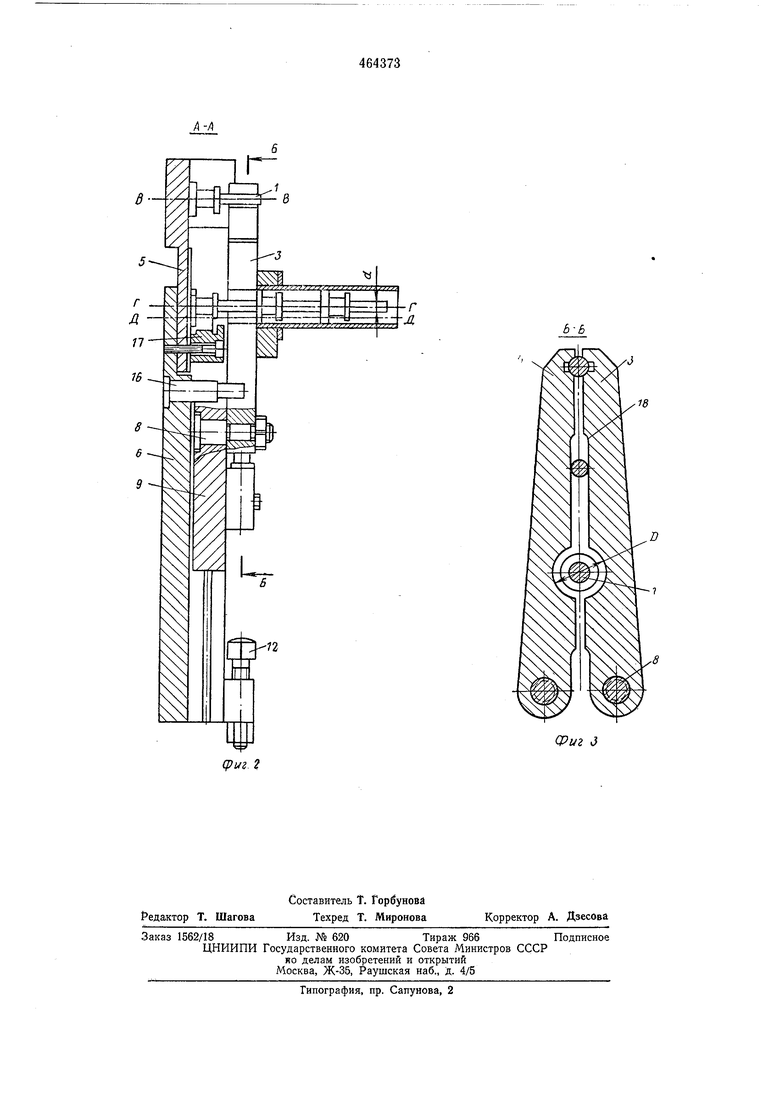
Заготовка 1 через точку 2 и провальное отверстие в клещевых захватах 3 и 4 поступает на позицию загрузки, имеющую ось Г-Г. При этом заготовка 1, упираясь торцом в опорную плиту 5, занимает такое положение, при котором рабочий профиль клещевых захватов 3 и 4 может в дальнейщем контактировать с самым длинным цилиндрическим участком поверхности, имеющим диаметр d. В это время другая заготовка 1 находится на оси высадки В-В в разъемных матрицах 7. После штамповки готовая деталь остается в разъемных матрицах 7, а клещевые захваты 3 и 4, связанные осью 8 с кареткой 9, начинают перемещаться от оси высадки В-В к оси загрузки Г-Г. Прижим захватов 3 и 4 один к дру,гому осуществляется при помощи роликов 13, закрепленных в стаканах 14, которые постоянно поджимаются пружинами 15 к наклонной поверхности захватов 3 и 4. Упор 16 служит ограничителем минимального расхода клещевых захватов 3 и 4 от оси В-В к оси Г-Г. Сначала происходит зажим заготовки 1 прямолинейными участками захватов 3 и 4, а затем при помощи клиновой поверхности 18 ее перемещение на ось предварительного базирования Д-Д до упора 17. Затем, заготовка 1, зажатая призматическим участком рабочей
поверхности клещевых., захватов 3 и 4, перемещается на ось высадки В-В (разъемные матрицы 7 при этом разжаты), где производится операция, после чего клещи возвращаются в исходное положение, и цикл повторяется. Удаление заготовки 1 с позиции штамповки происходит при разжатых матрицах 7 путем ее сталкивания последующей заготовкой.
Предмет изобретения
Клещевое устройство для транспортироваПИЯ стержневых заготовок преимущественно к высадочным автоматам, содержащее размещенную на неподвилшом основании с возможностью возвратно-поступательного перемещения каретку и смонтированные на ней захваты, обхватывающие позиции загрузки предварительного базирования и высадки, отличающееся тем, что, с целью обеспечения транспортирования ступенчатых заготовок, оно снабжено ограничивающим заготовку упором,
жестко закрепленным на неподвижном основании на позиции предварительного базирования, которая размещена последней от рабочих концов захватов, а на клещевых захватах имеются клиновые поверхности, обеспечивающие сдвиг заготовки с позиции загрузки до упора, и выполнепное на позиции загрузки провальное отверстие диаметром, обеспечивающим проход большей ступени заготовки.
Г
д - 7
ь-ь
18
Фиг J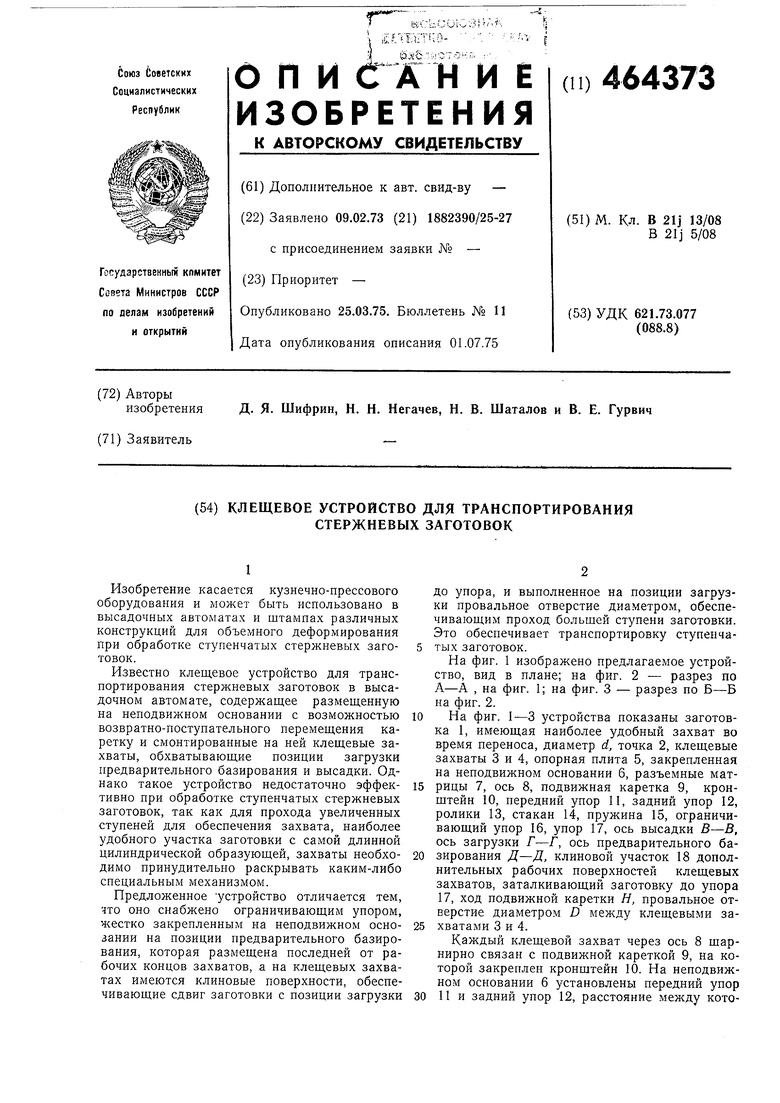
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Устройство для подачи заготовок на позицию высадки | 1985 |
|
SU1286334A1 |
| Многопозиционный горизонтальный пресс для объемной штамповки | 1981 |
|
SU1031620A1 |
| Штамп с отключаемыми пуансонами | 1984 |
|
SU1274823A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ЗАГОТОВОК ИЗ ШТАМПОВ РАДИАЛЬНОЙ ШТАМПОВКИ | 1974 |
|
SU440200A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для переноса заготовок | 1985 |
|
SU1297975A1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |