1
Изобретение относится к технологическому оборудованию для изготовления трансформаторов, в частности укладки пластин магнитопровода в пакет, и может быть использовано в электротехнической промышленности.
По основному авт. св. N° 369083 известно устройство, содержащее основание, на котором установлены боковые упоры, торцовый упор и досылатель пластин, выполненный в виде вращающегося от индивидуального привода валика, установленного между боковыми упорами. Торцовый упор установлен на каретке, выполненной с возможностью перемещения вдоль оси устройства.
Цель изобретения - повышение производительности устройства путем одновременной сборки Стержня магиитопровода.
Это достигается тем, что в предлагаемом устройстве на торцовом упоре установлен дополнительный упор, связанный с приводом его вертикального перемещения, а боковые упоры выполнены в виде направляющей, в которой установлены подпружиненные вкладыши со сдвигом по ширине относительно друг друга.
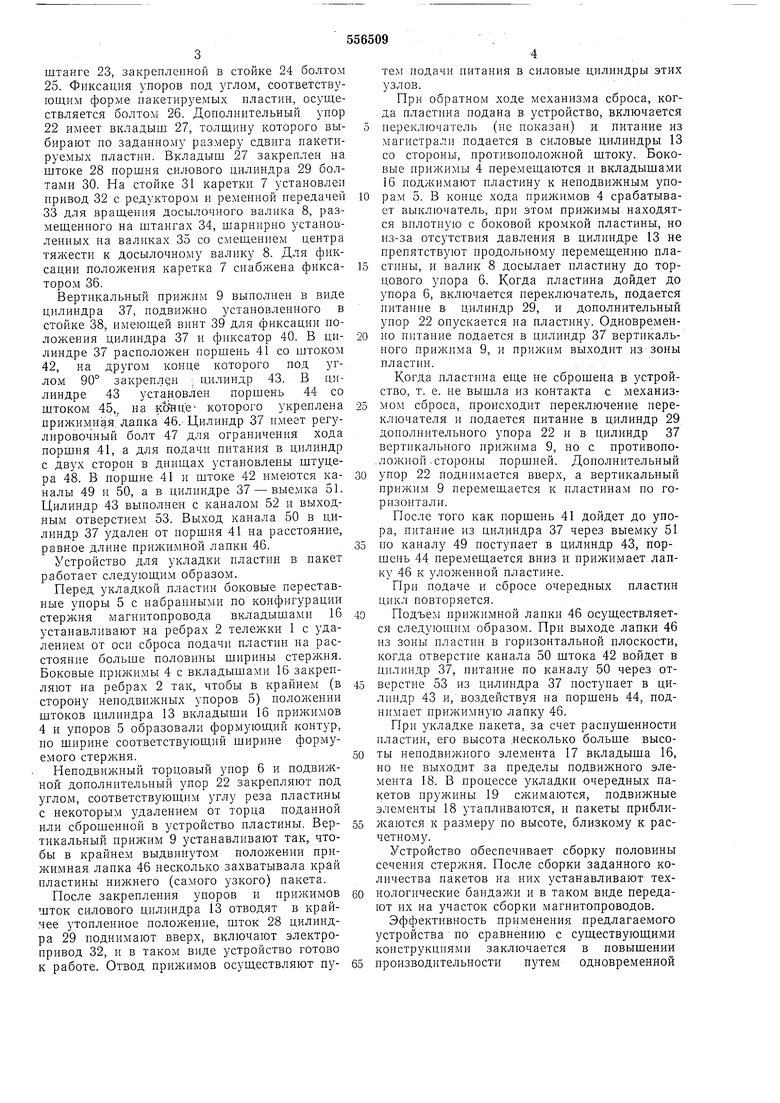
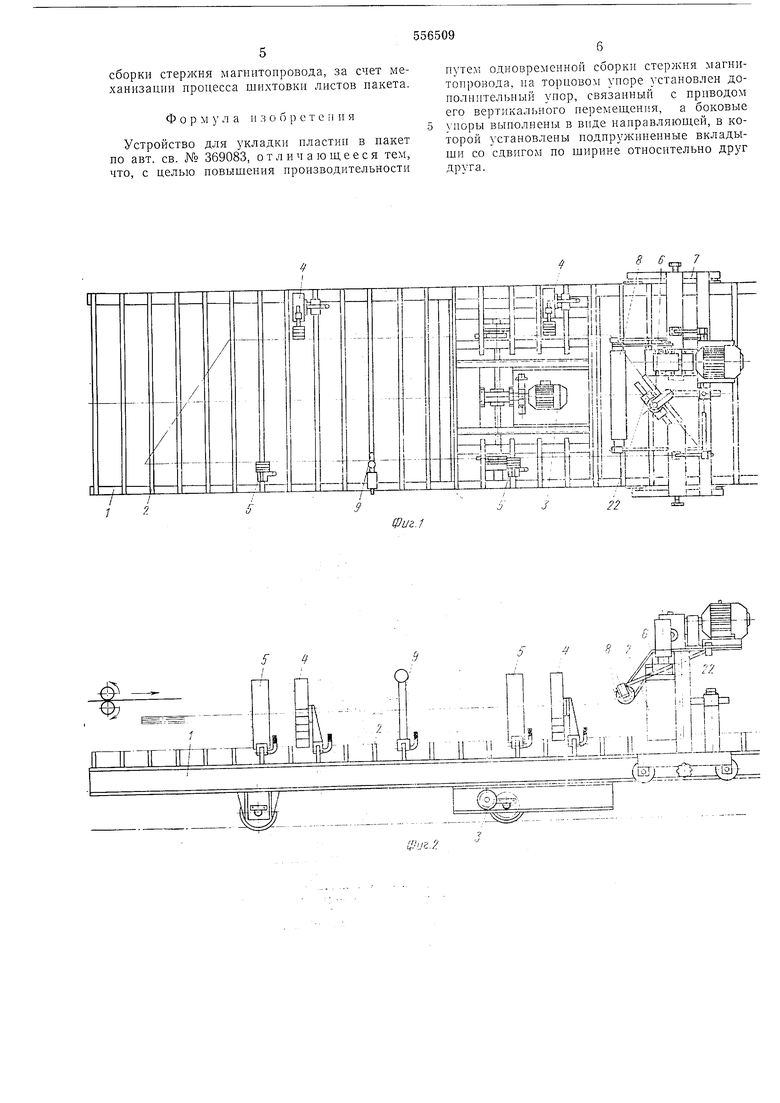
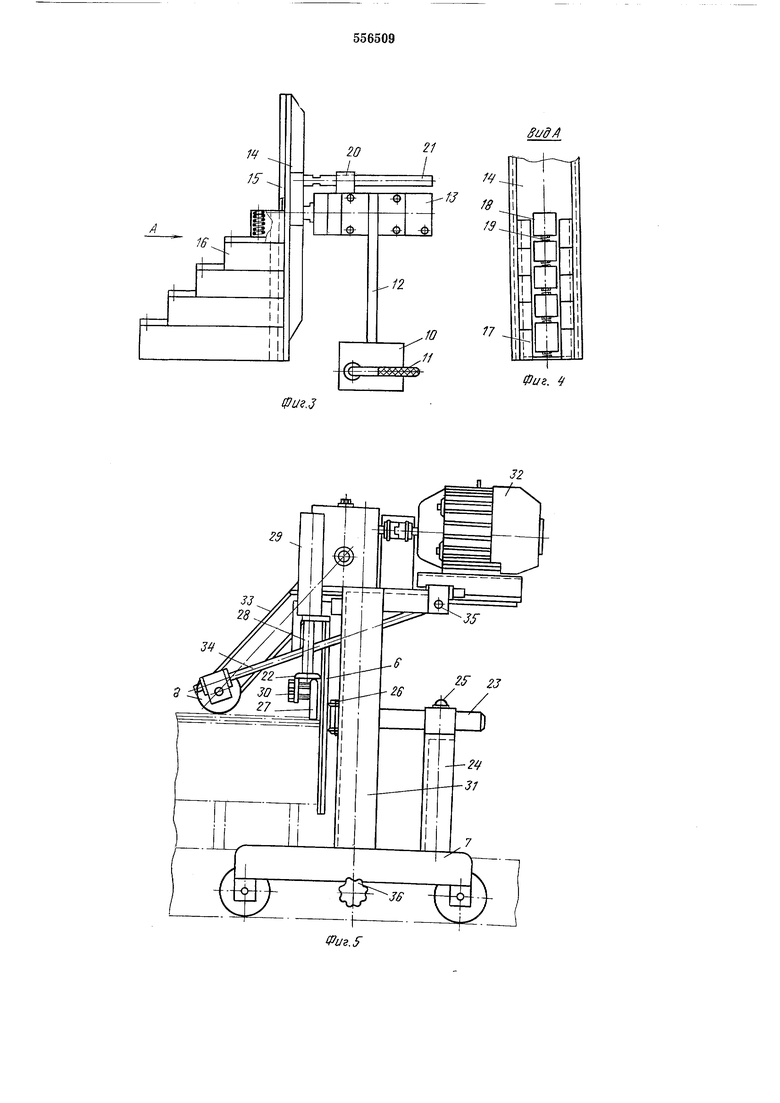
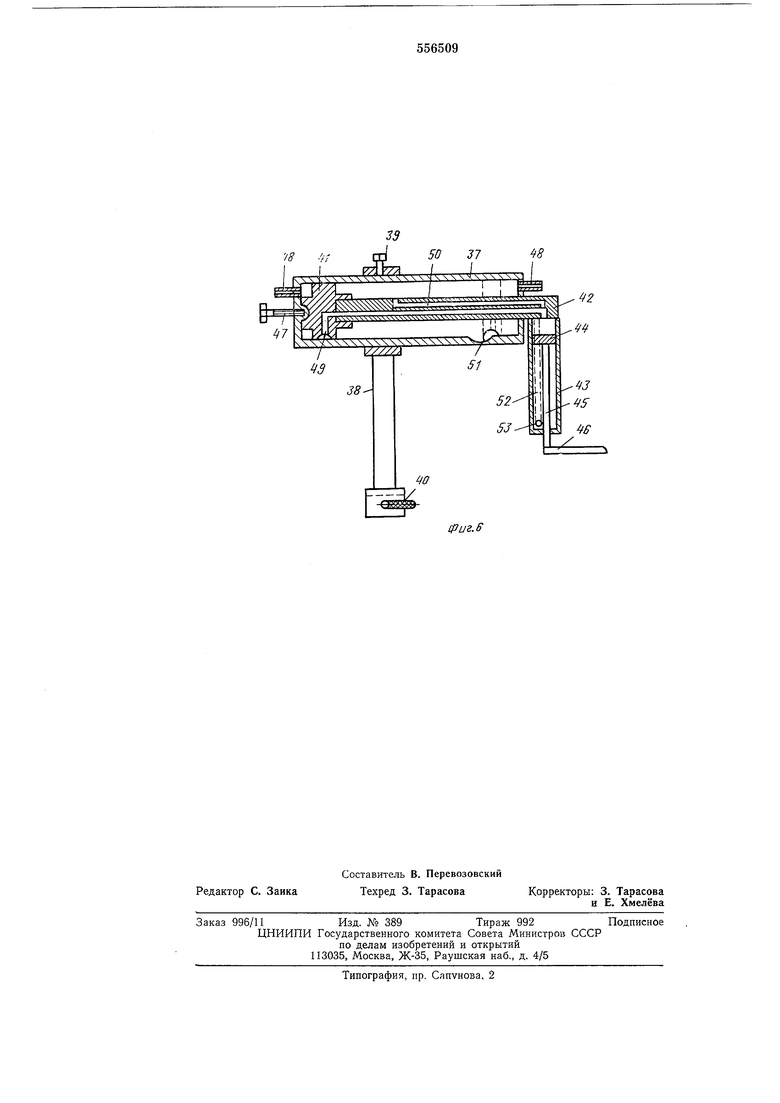
На фиг. 1 и 2 изображено предлагаемое устройство, общий вид; на фиг. 3 показан подвижной боковой прижим; па фиг. 4 - вид ао стрелке А на фиг. 3; на фиг. 5 - торцовый
упор с дополнительным упором; на фиг. 6 - вертикальный прижим.
Устройство для укладки пластин в пакет, выполненное в виде тележки 1 с поперечными ребрами 2, содержит привод 3, подвижные боковые прижимы 4, переставные боковые упоры 5, торцовый упор 6, установленный, например, на каретке 7, несущий досылочный валик 8, вертикальный прижим 9, установленный па тележке между переставными боковыми упорами 5.
Подвилсной боковой прижим 4 содерл ит
скобу 10 для установки на основание телел ;ки 1, фиксатор И, стойку 12 с устаиовлеииым
па ней, например, пиевмоцилиндром 13 с
двзстороииим ходом поршня. На штоке
поршня установлена несущая планка 14 с
направляющими 15, в которых установлены
вкладыши 16. Каждый вкладыш 16 имеет неподвижный элемент 17 и подвижной 18 с
пружиной 19. Втулка 20, установленная на
корпусе пневмоцилиндоа 13, взаимодействует
со штоком 21, закрепленным на планке 14.
Боковые переставные упоры 5 выполнены без
силовых цилиндров, аналогично прижимам 4.
Торцовый Зпор 6 снабжен дополнительным
упором 22 (с возможностью вертикального
перемещения), обеспечивающим заданный
сдвиг пластин одна относительно другой, и
вместе с упором 22 установлен шарнирно нэ штанге 23, закрепленной в стойке 24 болтом 25. Фиксация упоров под углом, соответствующим форме пакетируемых пластин, осуществляется болтом 26. Дополиительный упор 22 имеет вкладыш 27, толщину которого выбирают по заданному размеру сдвига пакетируемых пластин. Вкладыш 27 закреплен на щтоке 28 поршия сплового цилиндра 29 болтами 30. На стойке 31 каретки 7 установлен привод 32 с редуктором и ременной передачей 33 для вращения досылочного валика 8, размещенного на штангах 34, шариирно установленных на валиках 35 со смещением центра тяжести к досылочному валику 8. Для фиксации положения каретка 7 снабжена фиксатором 36. Вертикальный прижим 9 выполнен в виде цилиндра 37, подвижно установленного в стойке 38, имеющей винт 39 для фиксации положения цилиндра 37 и фиксатор 40. В цилиндре 37 расположен поршень 41 со щтоком 42, на другом конце которого под углом 90° закреплен ; цилиндр 43. В цилиндре 43 установлен порщень 44 со щтоком 45,, на кШце которого укреплена прижимная лапка 46. Цилиндр 37 имеет регулировочный болт 47 для ограничения хода порщня 41, а для подачи питания в цилиндр с двух сторон в днищах установлены штуцера 48. В поршне 41 и штоке 42 имеются каналы 49 и 50, а в цилиндре 37 - выемка 51. Цилиндр 43 выполнен с каналом 52 и выходным отверстием 53. Выход канала 50 в цилиндр 37 удален от поршня 41 на расстояние, равное длине прижимной лапки 46. Устройство для укладки пластин в пакет работает следующим образом. Перед укладкой пластин боковые переставные упоры 5 с набранными по конфигурации стерл ня магнитопровода вкладышами 16 устанавливают на ребрах 2 тележки 1 с удалением от оси сброса подачи пластин на расстояние больще половины ширины стержня. Боковые прижимы 4 с вкладыщами 16 закрепляют на ребрах 2 так, чтобы в крайнем (в сторону ненодвижных упоров 5) положении щтоков цилиндра 13 вкладыщи 16 прижимов 4 и упоров 5 образовали формующий контур, по ширине соответствующий ширине формуемого стержня. Неподвижный торцовый упор 6 и подвижной дополнительный упор 22 закрепляют под углом, соответствующим углу реза пластины с некоторым удалением от торца поданной или сброшенной в устройство нластины. Вертикальный прижим 9 устанавливают так, чтобы в крайнем выдвинутом положенни прижимная лапка 46 несколько захватывала край нластины нижнего (самого узкого) пакета. После закрепления упоров и прижимов шток силового цилиндра 13 отводят в крайнее утопленное поло кение, шток 28 цилиндра 29 поднимают вверх, включают электропривод 32, и в таком виде устройство готово к работе. Отвод осуществляют путем подачи питания в силовые цилиндры этих узлов. При обратном ходе механизма сброса, когда пластина подана в устройство, включается переключатель (не показан) и питание из магистрали подается в силовые цилиндры 13 со стороны, противоположной штоку. Боковые прижимы 4 перемещаются и вкладышами 16 поджимают пластину к ненодвижным упорам 5. В конце хода прижимов 4 срабатывает выключатель, при этом прижимы находятся вплотную с боковой кромкой пластины, но из-за отсутствия давления в цилиндре 13 не препятствуют продольному перемещению пластины, н валик 8 досылает пластину до торцового уиора 6. Когда пластина дойдет до упора 6, включается переключатель, подается питание в цилиндр 29, и дополнительный унор 22 опускается на нластнну. Одновременно питание подается в цилиндр 37 вертикального прижима 9, и прижим выходит из зоны пластин.. Когда пластина еще не сброшена в устройство, т. е. не вышла из контакта с механизмом сброса, происходит переключение переключателя н подается питание в цилиндр 29 дополнительного упора 22 н в цилиндр 37 вертикального прижима 9, но с противоположной-стороны порщней. Донолнительный упор 22 Подннмается вверх, а вертикальный прижи.м 9 перемещается к пластинам по горизонтали. После того как порщень 41 дойдет до упора, питание из цилиндра 37 через выемку 51 но каналу 49 ноступает в цилиндр 43, порщень 44, перемещается вниз и прижимает лапку 46 к уложенной пластине. При нодаче и сбросе очередных пластин цикл повторяется. Подъем прижимной лапки 46 осуществляется следующим образом. При выходе лапки 46 из зоны пластин в горизонтальной плоскости, когда отверстие канала 50 штока 42 войдет в цилиндр 37, питание по каналу 50 через отверстие 53 нз цилиндра 37 поступает в цилиндр 43 и, воздействуя на порщень 44, поднимает прил имную лапк} 46. При укладке пакета, за счет распушенности пластин, его высота несколько больше высоы ненодвижного элемента 17 вкладыша 16, о не выходит за пределы подвижного элеента 18. В процессе укладки очередных паетов пружины 19 сжимаются, подвижные лементы 18 утанливаются, н пакеты приблиаются к размеру по высоте, близкому к расетному. Устройство обеспечивает сборку половины ечения стержня. После сборки заданного коичества пакетов на них устанавливают техологические бандажи и в таком виде передат их на участок сборки магнитопроводов. Эффективность применения предлагаемого стройства по сравнению с существующими онструкциями заключается в повышении роизводительности путем одновременной
сборки магнитопровода, за счет механизации процесса шихтовки листов пакета.
Форм у л а ц 3 о б р е т е п п я
Устройство для укладки цластии в пакет по авт. св. № 369083, отличающееся тем, что, с целью повышеция производительности
путем одновременной соорки стержня магнитопровода, на торцовом уиоре установлен дополиптельиый упор, связаипый с приводом его вертикального перемещения, а боковые уноры выполнены в виде направляющей, в которой установлепы подпружипеиные вкладыши со сдвигом по ширине отиоеительно Друг друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛЮДЯНЫХ КОНДЕНСАТОРОВ | 1970 |
|
SU266957A1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ВЗРЫВНЫХ ПАТРОНОВ | 1966 |
|
SU185726A1 |
| Устройство для прессования слоистыхиздЕлий | 1976 |
|
SU793789A1 |
| Устройство для формирования шестигранных пакетов длинномерных цилиндрических изделий | 1981 |
|
SU1028577A1 |
| МЕХАНИЗМ ДЛЯ СБОРКИ ЛИСТОВ ШПОНА В ПАКЕТЫ | 1972 |
|
SU414100A1 |
| Устройство для комплектования пакетов магнитопроводов из стальных пластин | 1974 |
|
SU506914A1 |
| Устройство для укладки короткозамкнутых витков в пазы магнитопровода электрических машин | 1983 |
|
SU1169089A2 |
f
п J 11- .-- - 1 bl fi-
jjJiijL:fLLi.:zj..
29
Фиг.
i8
8
2
