ряд глухих отверстий а, создающие дебаланс для вывода валка в необходимое положение. Отверстия также служат фиксатором.
Плавающий изгибающий валок 7 в нерабочем состоянии, когда труба с изгибающим валком не контактирует, за счет наличия ряда глухих отверстий а находится в верхнем исходном положении. В этом положении он может фиксироваться посредством фиксатора.
Передний конец выпрямляемой трубы 11 поеле задачи трубы в устройство попадает во входную тянущую обойму с валками 1, 2, 3, а затем, миновав поднятый изгибающий валок 7, попадает в выходную тянущую обойму с валками 4, 5, 6. При входе переднего конца трубы в выходную обойму фиксирование изгибающего валка 7 прекращается, и труба вступает в контакт с изгибающим валком, после чего за счет трения о движущуюся трубу изгибающий валок 7 начинает вращаться и опускается, создавая прогиб трубы. Достигнув крайнего нижнего положения, характеризующегося смещением валка, равным эксцентриситету е втулки, изгибающий валок 7 затем плавно перемещается вверх.
В процессе правки валок 7 соверщает возвратно-поступательные движения. При этом выпрямляемая вращающаяся труба подвергается периодическому знакоперемениому изгибу и ее кривизна устраняется.
При выходе торца трубы из входной валковой обоймы плавающий изгибающий валок основным механизмом перемещения фиксируется в исходном верхнем положении и его контакт с трубой прекращается, что позволяет предупредить смятие заднего конца трубы при его выходе из упомянутой обоймы.
Перед задачей очередной трубы стоцорение плавающего валка прекращается, и он занимает исходное верхнее положение за счет дебаланса.
Отсутствие изгиба трубы до момента задачи ее в выходную тянущую обойму и при выходе ее из этой обоймы позволяет избежать смятия переднего и заднего концов трубы и тем самым обеспечить качественную правку без повреждения переднего конца.
В результате устраняется обрез смятых концов труб, что повыщает выход годного на 3-5%. Одновременно повыщается степень прямолинейности труб.
Формула изобретения
1.Устройство для правки цилиндрических изделий преимущественно труб, содержащее расположенные на станине входную и выходную тянущие обоймы и размещенный между ними изгибающий холостой валок, отличающееся тем, что, с целью повыщения качества правки путем исключения смятия концов труб, изгибающий холостой валок установлен с возможностью перемещения в плоскости, перпендикулярной оси правки.
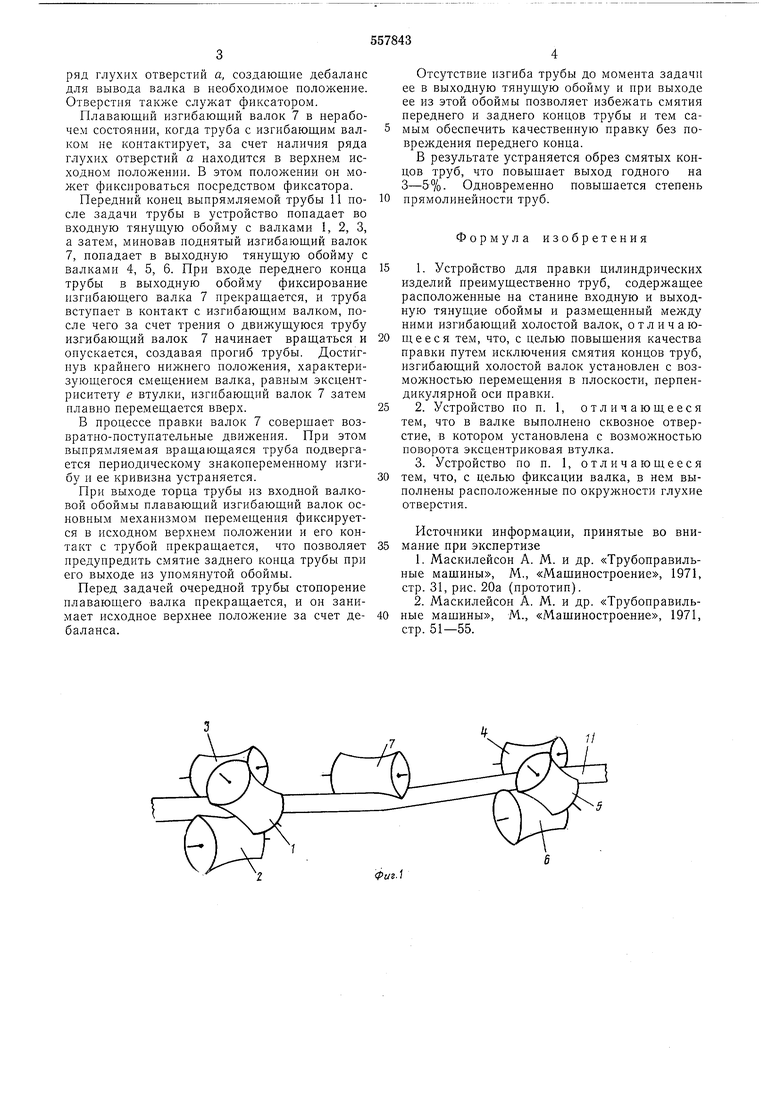
2.Устройство по п. 1, отличающееся тем, что в валке выполнено сквозное отверстие, в котором установлена с возможностью поворота эксцентриковая втулка.
3.Устройство по п. 1, отличающееся тем, что, с целью фиксации валка, в нем выполнены расположенные по окружности глухие отверстия.
Источники информации, принятые во внимание при экспертизе
1.Маскилейсон А. М. и др. «Трубоправильные машины, М., «Машиностроение, 1971, стр. 31, рис. 20а (прототип).
2.Маскилейсон А. М. и др. «Трубоправильные машины, М., «Машиностроение, 1971, стр. 51-55.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ КОСОВАЛКОВОЙ ПРАВИЛЬНОЙ МАШИНЫ ПРИ ПРАВКЕ ТРУБ С ТЕМПЕРАТУРОЙ 500-700°C | 2009 |
|
RU2406582C2 |
| Устройство для правки длинномерных ихделий | 1974 |
|
SU603324A3 |
| Устройство для правки цилиндрических изделий | 1986 |
|
SU1371736A2 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| Двухвалковая обойма для правки цилиндрических заготовок | 1972 |
|
SU440029A1 |
| УСТРОЙСТВО для ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU375115A1 |
| Роторная косовалковая правильная машина | 1975 |
|
SU656697A1 |
| Косовалковая правильная машина | 1990 |
|
SU1754265A1 |
| СПОСОБ ПРАВКИ СЛИТКА | 1973 |
|
SU379075A1 |
| Машина для правки тонкостенных труб | 1974 |
|
SU504581A1 |
ФигЛ
10
