1
Изобретение относится к автоматизации подачи деталей в зажимное приспособление и может найти применение в радиотехнической, электронной промышленности и в машиностроении.
Известны устройства для подачи штучны деталей в зажим путем переноса магазином нижней заготовки на линию цент ров автомата и передачи ее толкателем, ij
Известны также устройства для подачи деталей типа стержней с головкой в зажимное приспособление, содержащие корпус с ползуном, на котором шарнирно закреплен приемник деталей с подпружиненным упором 2 .,
Деталь подается в зажимное приспособление станка за счет движения ползуна в направляющих корпуса и поворота вокруг шарнира приемника, в котором деталь расположена своим нижним концом, опираясь.на подпружиненный упор, она доходит до упора зажимного приспособления станка, зажимается- в нем и обрабатывается.
Однако известные устройства не обеспечивают полной подачи детали в цангу, например, когда ршя механической обработки торца головки детали необходимо деталь в цангу дослать полностью до захвата гхзлов- ки лепестками цанги.
Предоложенное устройство отличается от известных тем,что в нем приемник деталей снабжен толкателем и подпружинен относительно него.
Ползун снабжен подпружиненной гильзой с пазом.
Такая конструкция повышает.надежность устройства в работе, т.к. обеспечивает полное досылание детали в цангу и компенсирует неточности хода ползуна.
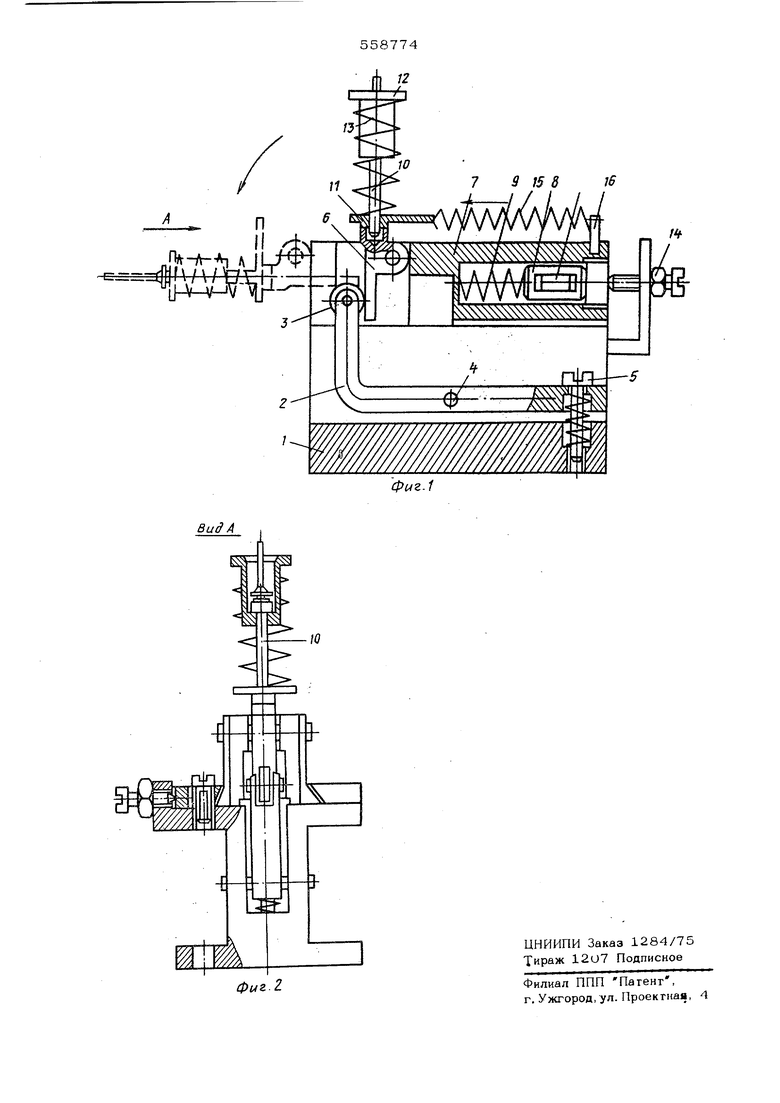
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1.
В корпусе 1 устройства по всей длине выполнен продольный паз, в котором расположен рычаг 2 опорного ролика 3. Рычаг закреплен в корпусе осью 4 и винтом 5 с пружиной для регулировки поворотного хвостовика б в горизонтальной ттлоскости. Хвостовик 6 шарнирно закреплен на ползуне 7, установленном в направляющих корпуса 1 и снабженном гильзой 8 с пружиной 9. Хвостовик 6 вьтолнен в виае рычага, в который ввернут толкатель 10 с контргайкой 11, охватываемый приемником 12 деталей. Приемник 12 имеет отверстие с конусным заходом для тфиема деталей из накопителя и снабжен пружиной 13. Для ограничения хода ползуна 7 служит винт
14,установленный в корпусе 1. Пружина
15,закрепленная одним концом на штифте
16,а другим на контргайке 11 поджимает хвостовик 6 к опорному ролику 3.
Устройство работает следующим образом. Деталь из накопителя поступает под тяжестью собственного веса в отверстие приемника 12 до соприкосновения с плоскостью толкателя 1О. Периодически от кулачка с помощью привоцнсхго рычага через паз в подпружиненной гильзе В ползун 7 начинает свое движение вперед. Поворот сый хвастовик 6 с приемником 12, шарнирно связанны с ползуном 7, своей нижней ча стью набегает на опорный ролик 3 и поворачивается на 9О , т.е. становится в горизонтальное положение и сохваняет его до конца хода ползуна. В момент соприкосновения приемника 12 с цангой пружина 13 под действием силы движения ползуна 7 сжимается, а толкатель 1О вместе с ползуном 7 продолжает свой ход ёперед и посылает деталь в цангу. Пружины 13 удер живают деталь в горизонтальном положении до тех пор, пока она не будет дослана в цангу полностью. Пружина 9 находится в ползуне в постоянно поджатом состоянии, а при двш1сении ползуна вперед поджимается
дополнительно. По мере прекращения действия силы через приводной рычаг и паз в гильзе ползун продолжает движение под действием упругих сил пружины и способствует
дальнейшему досыланию детали в цангу,
где она зажимается и обрабатывается,,Кроме того, пружина 9 выполняет функции компенсатора неточностей движения ползуна. Под действием возвратных сил ползун 7, а
вместе с ним поворотный хвостовик 6 с приемником отходят в свое крайнее положение за очередной деталью. После этого цикл повторяется.
Формула изобретения
1.Устройство для подачи деталей типа стержней с головкой, например держателей
полупроводниковых приборов, в цанговый зажим, содержащее корпус с ползуном, на котором шаркирно закреплен приемник деталей, отличающееся тем, что, с целью повышения надежности устройства в
работе, приемник деталей снабжен толкателем и подпружинен относительно него,
2.Устройство по п, 1, о т л и ч а ю щ е е с я тем, что, с целью компенсации неточности хода ползуна, последний снаб-
жен подпружиненной гильзой.
Источники информации принятые во внимание при экспертизе:
1. Авгорское СБИдегельство СССР № 443740, М, Кл,В23 Q7/06,1974, 2. Авторское свидегельсгво СССР
f 229926,M,Kлfв 23 Q 7/ОО, 1968,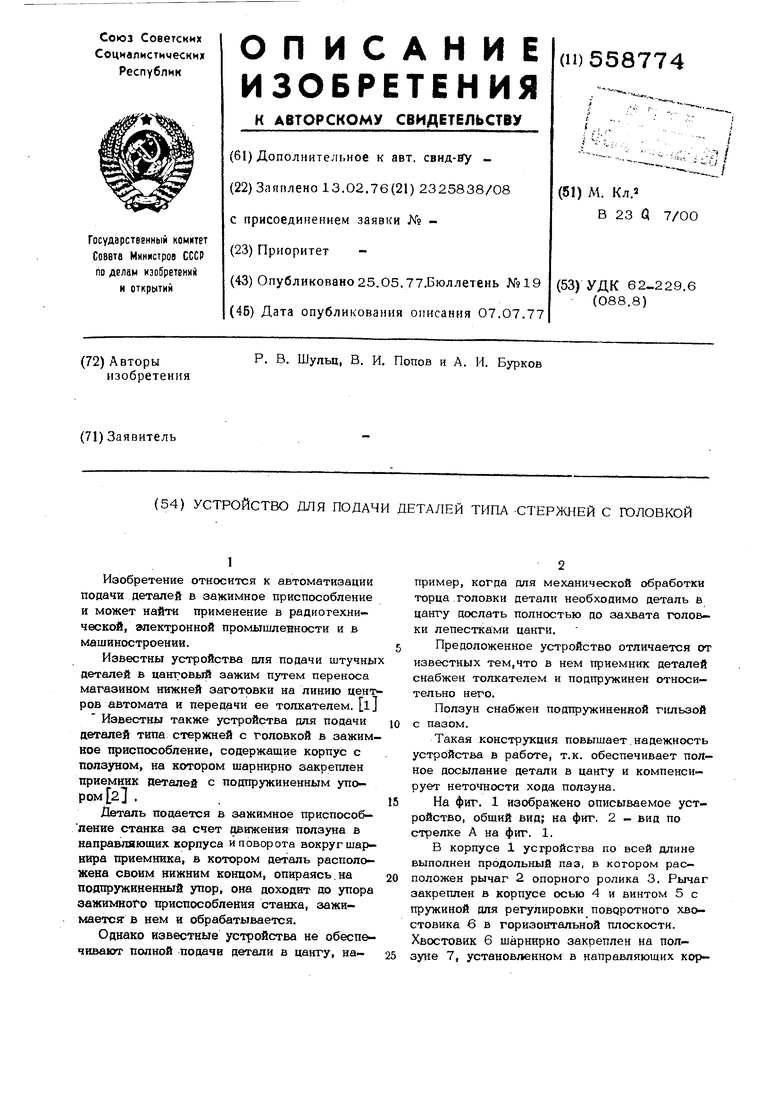

| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1989 |
|
SU1798111A1 |
| УСТРОЙСТВО ДЛЯ ДОСЫЛАНИЯ ВЫСТРЕЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1999 |
|
RU2148230C1 |
| Механизм подачи пруткового материала | 1979 |
|
SU1040697A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1994 |
|
RU2066611C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |