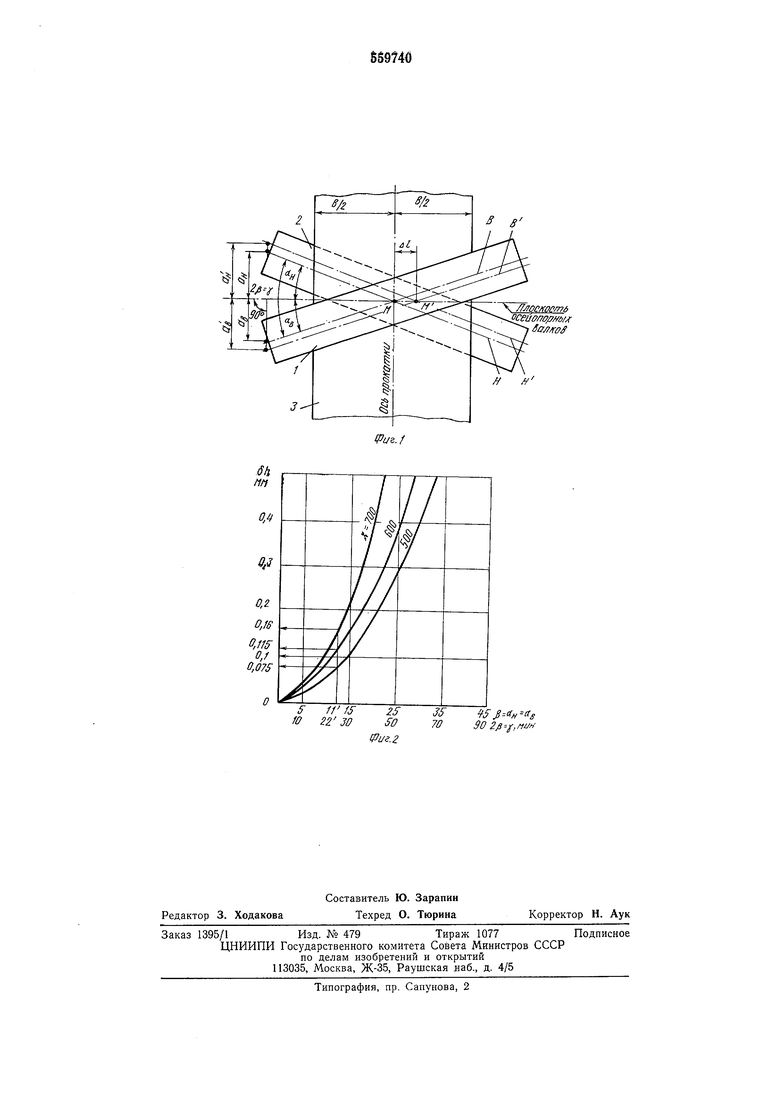
Изобретение относится к области производства листов и полос прокаткой на станахкварто в черной и цветной металлургии. Известен способ воздействия на профиль прокатываемой полосы на стане-кварто по авт. св. № 544478, заключаюп,ийся в том, что в процессе прокатки регулируют величину угла разворота рабочих валков в горизонтальной плоскости, причем регулирование осуществляют одновременным поворотом осей рабочих валков на одинаковый угол в разные стороны от плоскости, в которой расположены оси опорных валков. Целью изобретения является устранение появляющейся во время прокатки несимметричной относительно середины полосы поперечной разнотолщинности. Описываемый способ отличается тем, что осуществляют одновременное перемещение рабочих валков параллельно себе в горизонтальной плоскости в противопололсные стороны от плоскости осей опорных валков, перпендикулярно ей, сохраняя при этом в любой момент перемещения положение точки пересечения их осей в ПЛОСКОСТИ осей опорных валков. На фиг. 1 приведена схема осуществления предлагаемого способа; на фиг. 2 - пример конкретного выполнения способа. На стане-кварто, оборудованном верхним рабочим валком 1 и нижним рабочим валком 2, контактирующим с опорными валками (на чертеже опорные валки условно не показаны), прокатывают полосу 3. В процессе деформации полосы положение осей опорных валков в горизонтальной плоскости сохраняют постоянным, располагая их в плоскости, перпендикулярной оси прокатки в плоскости осей опорных валков (см. фиг. 1). Положение осей рабочих валков в горизонтальной плоскости в зависимости от требуемой корректировки поперечного профиля полосы изменяют, перекрещивая их, и выполняют это путем поворота верхнего рабочего валка 1 на угол ав, а 2 - на угол «ш таКИМ образом, чтобы в любой момент поворота выполнялось равенство: ап ав. Для устранения возникающей в процессе деформации полосы несимметричной относительно середины полосы поперечной разнотолщинности дополнительно осуществляют одновременное перемещение рабочих валков в горизонтальной плоскости параллельной самим себе в разные стороны от плоскости осей опорных валков: верхнего рабочего валка на величину: Аав ав-GB (см. фиг. 1), нижнего рабочего валка на величину: таким образом, чтобы в любой момент перемещения выполнялось равенство: .
В результате такого пе{зёмещения ось Ёерхнето валка перемещают из положения В в положение BI, нижнего рабочего валка из лоложения Н в положение Н. Точка пересечения осей рабочих валков при этом переместится из положения М в середине полосы в положение MI на величину А/, оставшись в плоскости осей опорных валков. Параметры перемещения рабочих валков выбирают в зависимости от требуемой величины исправления несимметричной относительно середины полосы поперечной разнотолщинности. Направление перемещения верхнего и нижнего рабочих валков выбирают так, что точка пересечения осей рабочих валков М перемещается в сторону кромки полосы с большей толщиной.
Пример. Рассмотрим прокатку полосы щириной 1200 мм в клети-кварто Драб 500 мм, мм. Папример, в процессе прокатки возникает симметричная относительно середины полосы поперечная разнотолщинность, равная б/г 0,115 мм. Для устранения возникшей разнотолщинности разворачивают рабочие валки на угол так, что в любой момент поворота угол и точка пересечения М осей рабочих валков расположена посередине полосы и, таким образом, устраняют возникщую симметричную поперечную разнотолщинность.
В Процессе прокатки полосы, например, появляется несимметричная разнотолщинность так, что с одной стороны полоса тоньше на б/г 0,16 мм, а с другой - тоньше на 6Л 0,075 мм от номинала (серповидность полосы).
Серповидность устраняют следующим образом: сохранив угол скрещивания рабочих ва,лков 2р , верхний и нижний рабочие валки перемещают в горизонтальной плоско
сти параллельно самим себе на величину ,32 мм в разные стороны от плоскости осей опорных валков так, чтобы в любой момент этого перемещения точка пересечения М осей рабочих валков осталась в плоскости осей опорных валков, сместившись иа величину мм в сторону края полосы, где ,075 мм. В результате расстояние от точки пересечения М осей рабочих
валков до ближнего края полосы (где бЛ 0,075 мм) становится равным мм, до дальнего края полосы (где б/г 0,16 мм) - 700 мм. Согласно прилагаемому графику на фиг. 2 выполнением указанной операции полностью устраняют возникщую несимметричную относительно середины полосы поперечную разнотолщинность.
Использование предлагаемого способа позволяет оперативно воздействовать на несимметричную относительно середины полосы поперечную разнотолщинность без приложения значительных усилий к прокатным валкам, что особенно важно при. прокатке полос шириной более 3000 мм.
Формула изобретения
Способ воздействия на профиль прокатываемой полосы по авт. св. № 544478, отличающийся тем, что с целью устранения несимметричной по ширине полосы поперечной разнотолщинности, осуществляют одновременное перемещение рабочих валков параллельно себе в горизонтальной плоскости в противоположные стороны от плоскости осей опорных валков, перпендикулярно -ей, сохраняя при этом в любой момент перемещения положение точки пересечения их осей в плоскости осей опорных валков.
8 s
/7лдстстб - -JceumoflM/ fajffroS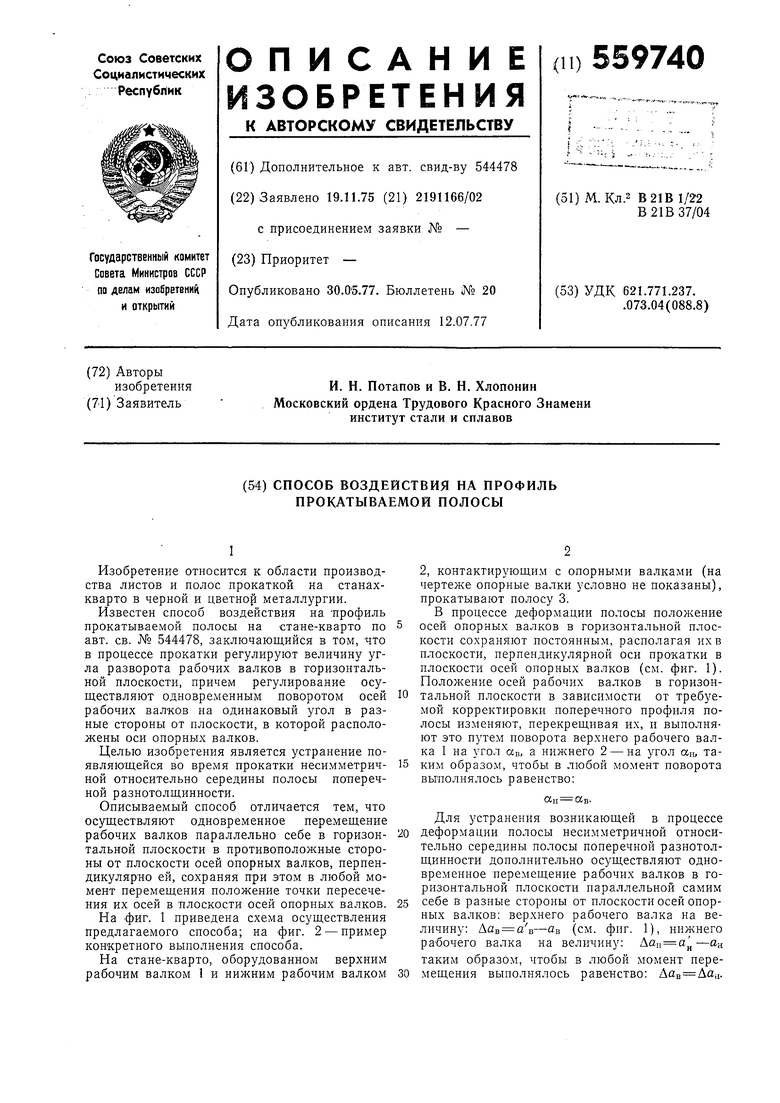
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1987 |
|
SU1443991A2 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС (ЛИСТОВ) В ЧЕТЫРЁХВАЛКОВОЙ КЛЕТИ | 2014 |
|
RU2578867C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1983 |
|
SU1106557A1 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Узел валков прокатной клети | 1979 |
|
SU850239A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |