(54) МНОГОПОЗИЦИОННЫЙ АЛМАЗНО-РАСТОЧНОЙ
СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный алмазно-расточный станок | 1972 |
|
SU559780A1 |
| Многопозиционный алмазно-расточной станок | 1983 |
|
SU1121106A2 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| Алмазно-расточный станок | 1973 |
|
SU477789A1 |
| МНОГОШПИНДЕЛЬНЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU302180A1 |
| МНОГОПОЗИЦИОННЫЙ АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1971 |
|
SU306915A1 |
| Алмазно-расточной станок | 1984 |
|
SU1177076A1 |
| ВЕРТИКАЛЬНЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК С ЧПУ | 1988 |
|
RU2111845C1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
1
Изобретение относится к облает металлообработки, а именно к многопозиционным алмазно-расточным станкам и является усовершенствованием предложенного ранее устройства, описанного в авт. свид. № 559780.
В основном изобрепении описан многопозиционный алмазно-расточной станок, обеспечивающий последовательную обработку за один установ нескольких вогнутых сферических поверхностей, располо кенных на одном радиусе. Станок содержит расположенную на рабочем столе головку изделия, поворот шпинделя которой осуществляется посредством делительного механизма, и два мостка, один из которых несет инструментальную головку, установленную под углом к продольной оси станка; шпиндель головки изделия размещен в эксцентрическом отверстии вала, который установлен в корпусе головки с возможностью поворота относительно его оси симметрии, совпадающей с осью из обрабатываемых сферических поверхностей-СЯ.
Для точности деления делительный механизм смонтирован на мостике, расположенном со стороны головки изделия. Однако в обрабатываемых на таких станках деталях имеется цилиндрическая выточка, строго концентричная с расположенной за ней сферической поверхностью (например, вал гидромотора). Обработка этой выточки на других станках ведет к сниже1шю качесТва и производительности.
Целью дополнительного изобретения является повышение качества i производительности обработки и расширение технологических возможностей.
Это достигается тем, что станок снабжен дополнительной инструментальной головкой, шпиндель которой имеет возможность перемешения вдоль продольной оси станка.
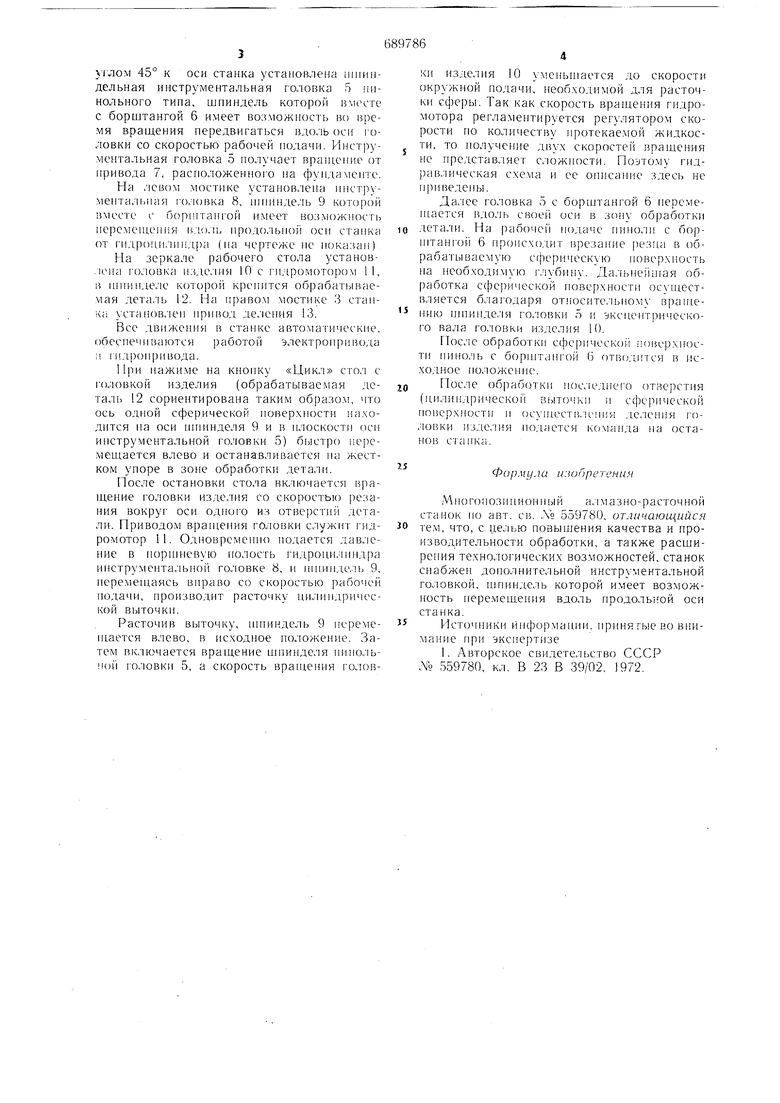
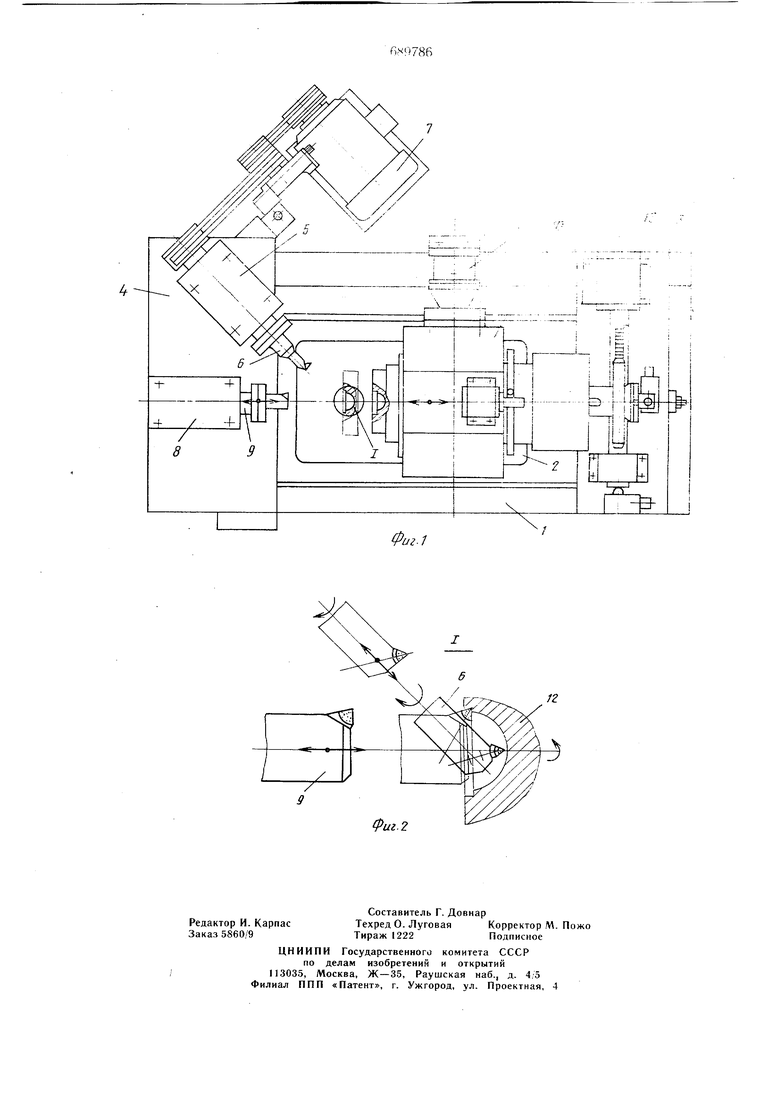
На фиг. 1 изображен многопозиционный алмазно-расточный станок, общий вид; на фиг. 2 - момент обработки сферы и расточки выточки.
Станок содержит станину 1, на верхней плоскости которой в направляющих смонтирован свободно лежащий стол 2, а в продольных пазах закреплены мостики, правый 3 и левый 4. На левом мостике под
углом 45° к оси станка установлена дельная инструментальная голог5ка 5 нинольного тииа, шниндель которой вмсчте с борштангой 6 имеет возможность во время вранл,ения передвигаться оси головки со скоростью рабочей иодачн. Инструментальная головка 5 нолучает вран1,ение от привода 7, расположенного на фундаменте.
На ,1СБом мостике установлена ннструментал1 11ая о.ювка 8, н Г1нндель 9 которой вместе с Г)ор1 1тан1-ой нмеет возможность нерсмещеиия ((до.и, нродольной оси станка от гидрон11лн11д)а (на чертеже не показан)
На зеркале рабочего стола установлена головка нзде:1ия 10 с гндромотором 11, I нпнпыеле KOTOpoii креннтся обрабатываемая деталь 12. На нравом мостике 3 станка установлен нрнвод деления 13.
Все движения в станке автоматические, обеспечиваются работой электронршюда ii гидронривода.
11рн нажи.ме на кнонку «Цикл стол с головкой изделия (обрабатываемая деталь 12 сориентирована таким образом, что ось одной сферической новерхности иа.ходится на оси и нииделя 9 и в илоскости оси инструментальной головки 5) быстро перемещается влево и останавливается на жестком уиоре в зоне обработки детали.
После остановки стола вк.пючается вращение головки нзделня со скоростью резаиия вокруг осн ОДН01-0 из отверстий детали. Приводом враи1ения головки служнт гидромотор 11. Одновременно подается давление в 11орн1невую полость гидроинлиндра инструмента;1ьно 1 головке 8, и 1ипиидель 9, иереме1иаясь вправо со скоростью рабочей иодачи, производит расточку иилиндрической вьггочки.
Расточив выточку, иишндель 9 перемеИ1ается влево, в исходное ноложение. Затем включается вращение шпинделя нинольпой головки 5, а скорость вран1ения головки изделия 10 уменьн ается до скорости окружной иодачи, необходимой для расточки сферы. Так как скорость вращения гидромотора регламентируется регулятором скорости но количеству нротекаемой жидкости, то иолуче Н1е двух скоростей вращения не нредставляет еложности. Поэтому гидравлическая схема н ее oHHcaiHie здесь не приведены.
Да,1ее головка 5 с боргнтангой 6 нере.мен ается вдо.Ч11 своей оси в зону обработки
детали. На рабочей подаче инно,;1и с борН1тангой 6 иронеходит врезание в обрабатываемую сферическую поверхность на необходимую глубину. ДальнеГилая обработка сферической новерхности ocynieeTвляется благодаря относите,1ьиому вра1иеиию интииделя головки о и эксиентрического вала головки изделия 10.
После обработк сферической поверхности иноль с бори1тангой 6 отводится в исходное ноложеиие.
После обработки последнего отверстия (нили1-:дричеекой выточки и сферической поверхности и осупгеств.юппя де,1е1П Я головки изделия подается комапда па остапов станка.
Формула изобретения
Мпогонозиииоппый алмазно-расточной станок но авт. св. ,о 559780, отличающийся
тем, что, с целью иовыщения качества и производительности обработки, а также расширения технологических возможностей, станок снабжен донолнительной инструментальной головкой, Н1ииндель которой имеет возможность иеремещения вдоль иродольной оси станка.
Нсточннки йиформаипи. ирннятыево внимание при эксиертизе
1, Авторское свидете.ьство СССР ,YO 559780, кл, В 23 В 39/02. 1972.
12
Фиг.2
