1
Изобретение относится к способам сварки плавлением с принудительным формированием шва ненлавящимся электродом в среде защитных газов без применения присадочной проволоки стыковых соединений листовых и трубных конструкций и может быть применено в машиностроительной, химической, авиапионной и других отраслях промышленности.
Известен способ сварки плавлением неплавяпхимся электродом, при котором после окончания сварки производят принудительное вытягивание расплавленного металла металлическнм стержнем, например вольфрамовым, температура плавления которого выше температуры плавления свариваемого металла.
Недостатком этого способа является певозможность управления формированием шва в процессе сварки ввиду того, что инструмент вводится в жидкий металл сварочной ванны после окончания горения дуги.
С целью устранения указанного недостатка в предлагаемом способе металлический стержень раснолагают от оси неплавяшегося электрода на расстоянии, равном
А
S A
Ко2
где S - расстояние от оси электрода до стержня;
flo - полная монхность дуги; V - скорость сварки; б - толщина металла;
Л - коэффициент пропорциональности, зависящий от свариваемого металла.
Такое располол ение металлпческого стержня на расстоянии, вычисленном по формуле, позволяет производить активное формнрование шва в процессе сварки.
Если металлический стержень будет расположен на меньшем расстоянии, то будет происходить оплавление его теплом дуги и будет отсутствовать эффект активного формнроваПИЯ.
Если металлический стержень будет расположен на общем расстоянии, то возможно его примерзание и нарушение процесса сварки. Причем в зависимости от расстояния поверхности свариваемого изделия до контактируемой иоверхности металлического стерл-:ия получать соединения с различной величиной провисания шва с обратной стороны.
В случае сварки неповоротиых стыков труб, изменяя указанное расстояние в зависимости от пололсения горелки на трубе, получить провисание шва внутри трубы одинаковой величины. Расстояние в случае
сварки в нижнем полол :енпп нержавеющей
стали с нулевым провисанием шва рассчитывают по формуле:
,02-0,03 б,
где б - толщины металла, мм.
В. случае сварки неповоротных стыков изменение расстояния производится с величины, рассчитанной для нижнего положения, по закону изменения провисания шва внутри трубы
/1 0,02-0,0362, а
где а - отношение величины провисания шва внутри трубы.
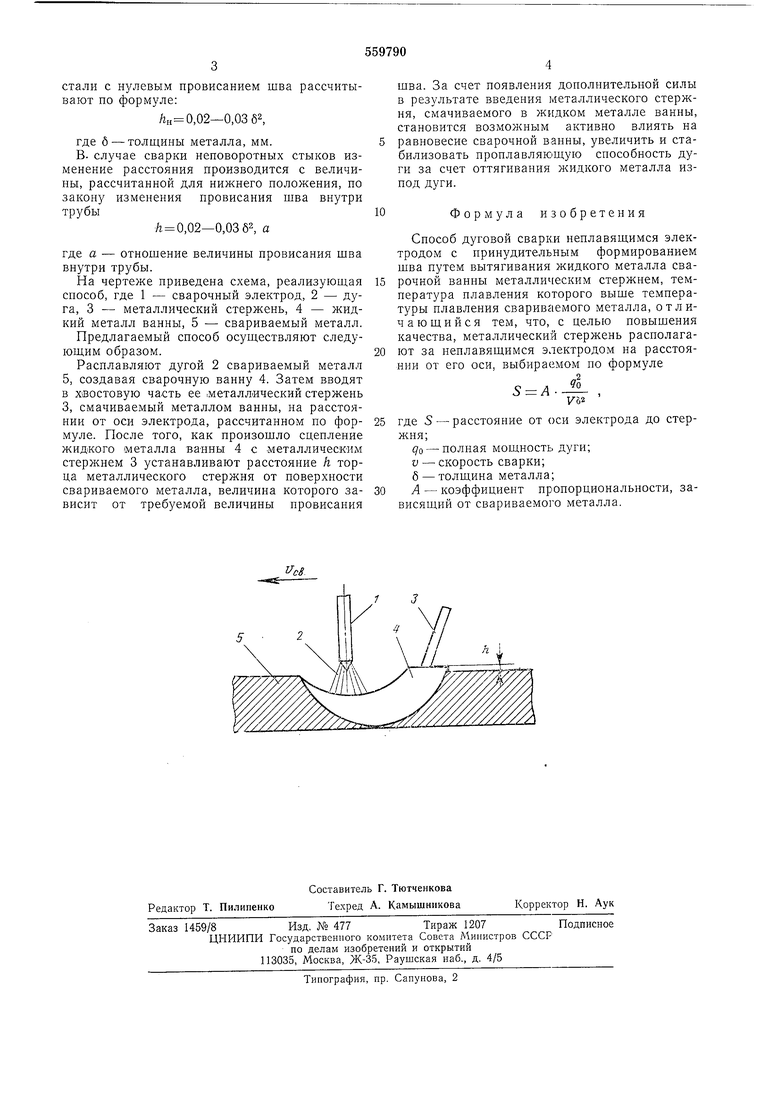
На чертеже приведена схема, реализуюш,ая способ, где 1 - сварочный электрод, 2 - дуга, 3 - металлический стержень, 4 - жидкий металл ванны, 5 - свариваемый металл.
Предлагаемый способ осуществляют следующим образом.
Расплавляют дугой 2 свариваемый металл 5, создавая сварочную ванну 4. Затем вводят в хвостовую часть ее .металлический стержень 3, смачиваемый металлом ванны, на расстоянии от оси электрода, рассчитанном по формуле. После того, как произошло сцепление жидкого металла ваяны 4 с металлическим стержнем 3 устанавливают расстояние h торца металлического стержня от поверхности свариваемого металла, величина которого зависит от требуемой величины провисания
шва. За счет появления дополнительной силы в результате введения металлического стержня, смачиваемого в жидком металле ванны, становится возможным активно влиять на равновесие сварочной ванны, увеличить и стабилизовать проплавляющую способность дуги за счет оттягивания жидкого металла изпод дуги.
Формула изобретения
Способ дуговой сварки неплавящимся электродом с принудительным формированием шва путем вытягивания жидкого металла сварочной ванны металлическим стержнем, температура плавления которого выше температуры плавления свариваемого металла, отличающийся тем, что, с целью повыщения качества, металлический стержень располагают за иеплавящимся электродом на расстоянии от его оси, выбираемом по формуле
„2
Чо
S A762
где 5 - расстояние от оси электрода до стержня;
(/о - полная мощность дуги;
V - скорость сварки;
б - толщина металла;
А - коэффициент пропорциональности, зависящий от свариваемо о металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением стыковых соединений | 1980 |
|
SU899296A1 |
| Способ дуговой сварки плавлением | 1981 |
|
SU946845A1 |
| Способ дуговой сварки | 1984 |
|
SU1165540A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1031677A1 |
| ЙСЬСОЮЗНАЯ 1шш^^^^^--^'^ | 1972 |
|
SU359120A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Способ сварки плавлением стыковых соединений | 1974 |
|
SU524641A1 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
5
