Изобретение относится к оборудованию для получения изделий методом намотки, например труб, емкостей, оболочек.
По авт. св. № 487777 известна оправка для намотки тел вращения, содержащая разрезную обечайку, ось, секторы и механи31М изменения ее диаметра 1.
Однако такая оправка не обеспечивает получения изделий постоянной геометрической формы, так как ее сторона, обладающая наименьшей жесткостью, в процесе намотки изделий может деформироваться произвольно и изменять Первоначально заданную форму, особенно при многократном использовании оправки.
Целью изобретения является исключение деформации наименее жесткой стороны оправки во время намотки изделия.
Для этого предлагаемая оправка снабжена дополнительными рычагами, одним копцом шарнирно закрепленными на внутренней стороне деформируемой части оправки, а другим - на соединенном с осью секторе, причем длина рычагов меньше радиуса кривизны обечайки.
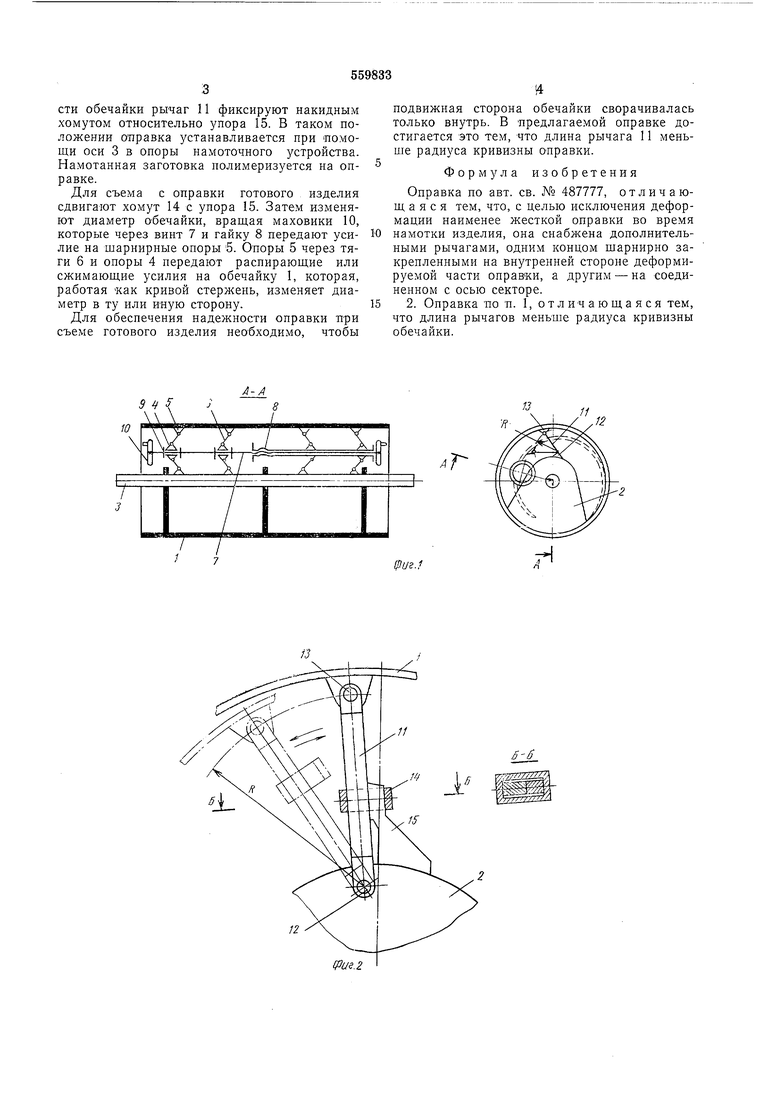
На фиг. I схематично изображена предлагаемая оправка, вид спереди и разрез по А-А; па фиг. 2 показан механизм исключения деформации наименее жесткой стороны оправки, общий вид и разрез по Б-Б.
Оправка состоит из разрезной обечайки 1, жестко соединенной через секторы 2 с осью 3 оправки. Вдоль линии смыкания обечайки 1 внутри оправки со стороны, обладающей наименьшей жесткостью, установлен механизм изменения диаметра оправки, который содержит опоры 4 и 5, тяги 6, ходовой винт 7, гайку 8 с полой осью, упорные шайбы 9 и маховики 10. Одна часть опор 4 жестко крепи гея па полой оси гайки 8, другая - свободно устапавливаетс на поверхности винта 7. С этой же стороны обечайки установлен один или несколько рычагов 11, концы которого шарнирно закреплены на опорах 12 и 13. Опора 13 жестко прикреплена к внутренней стороне обечайки 1, а опора 12 жестко закреплена на оси 3 или на деталях, жестко связанных с недеформируемой стороной обечайки, например, на секторе 2. Фиксация рычага 11 в заданном положении осуществляется накидным хомутом 14 и упором 15.
Зазор в обечайке оправки выполпеп со скосом, образующим острый угол, который обращен в сторону деформации оправки (см. фиг.
1).
При работе диаметр оправки при помощи винтового механизма выводят в исходное полож:енпе, соответствующее заданному значению внутреннего дпаметра пзготавлпваемого изделия. Для удержания менее л есгкой части обечайки рычаг 11 фиксируют накидным хомутом относительно упора 15. В таком иоложении оправка устанавливается при помощи оси 3 в оиоры намоточного устройства. Намотанная заготовка полимеризуется на оправке. Для съема с оправки готового изделия сдвигают хомут 14 с упора 15. Затем изменяют диаметр обечайки, вращая маховики 10, которые через винт 7 и гайку 8 передают усилие на шарнирные опоры б. Оворы 5 через тяги 6 и опоры 4 передают распирающие или сжимающие усилия на обечайку 1, которая, работая как кривой стержень, изменяет диаметр в ту или иную сторону. Для обеспечения надежности оправки щи съеме готового изделия необходимо, чтобы подвижная сторона обечайки сворачивалась только внутрь. В предлагаемой оправке достигается ЭТО тем, что длина рычага 11 меньше радиуса кривизны олравки. Формула изобретения Оправка по авт. св. № 487777, отличающаяся тем, что, с целью исключения деформации наименее жесткой оправки во время намотки изделия, она снабжена дополнительными рычагами, одним концом щарнирно закрепленными на внутренней стороне деформируемой части оправки, а другим - на соединенном с осью секторе. 2. Оправка по п. 1, от л ич а ю ща я ся тем, что длина рычагов меньше радиуса кривизны обечайки.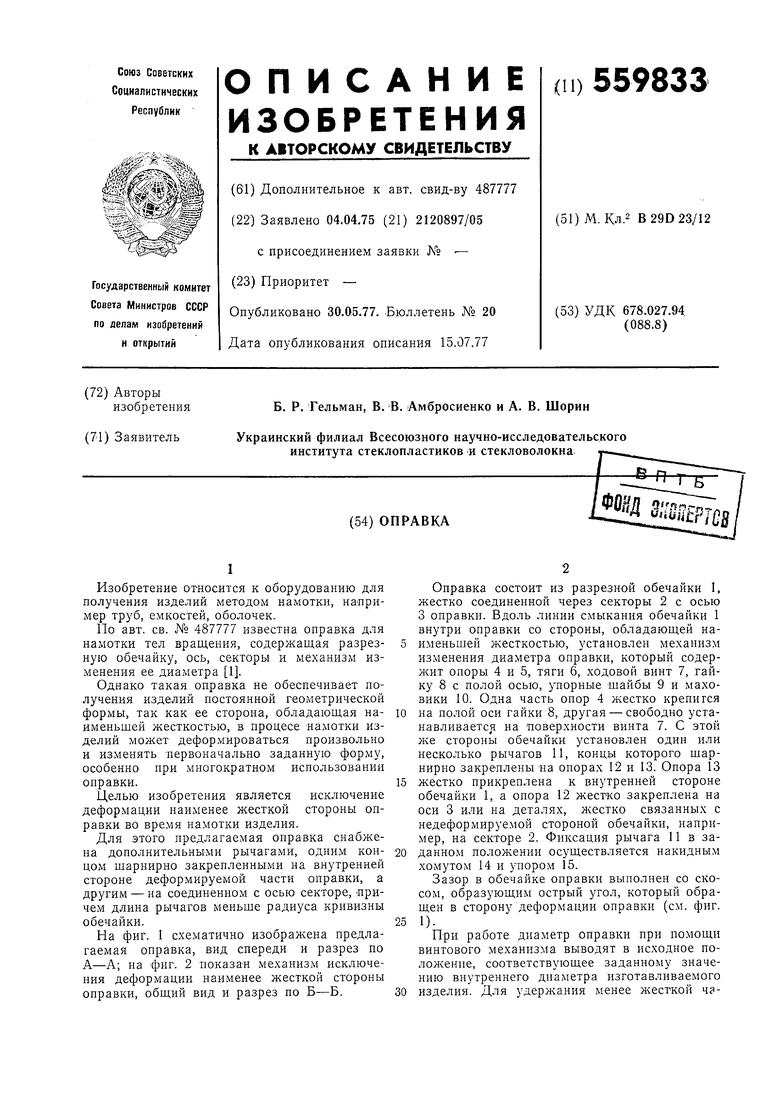
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ НАМОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2004 |
|
RU2290310C2 |
| Оправка | 1978 |
|
SU763140A1 |
| УСТРОЙСТВО ЦЕНТРИРОВАНИЯ И ЗАГРУЗКИ С УЗЛОМ ПРИЕМА И ПОДАЧИ ЧУРАКА В ЗОНУ ЦЕНТРОВКИ И МЕХАНИЗМОМ СИНХРОНИЗАЦИИ | 2008 |
|
RU2378107C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРАВКИ ПОЛОК ОБОДА КОЛЕСА (ВАРИАНТЫ) | 2012 |
|
RU2529263C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| Оправка для намотки тел вращения из композиционных материалов | 1987 |
|
SU1523383A1 |
| Сжимаемая оправка | 1975 |
|
SU643361A1 |
| Устройство для изготовления колец из проволоки | 1986 |
|
SU1348045A1 |
| Устройство для формования изделий из армированных полимерных материалов | 1979 |
|
SU770820A1 |
| Оправка для намотки тел вращения | 1973 |
|
SU487777A1 |
/
Г
