При выработке кирпича для получения фабриката высокого качества необходимо производить одинаковое давление на обе постели кирпича. Целый ряд прессов имеют для выполнения этой функции сложные устройства штампующих механизмов, движущихся навстречу друг другу. Предлагаемый пресс, отличающийся, по мнению изобретателя, своей простотой и легкой выполнимостью, позволяет лищь при одном штампующем механизме выполнять функцию последовательного двухстороннего прессования.
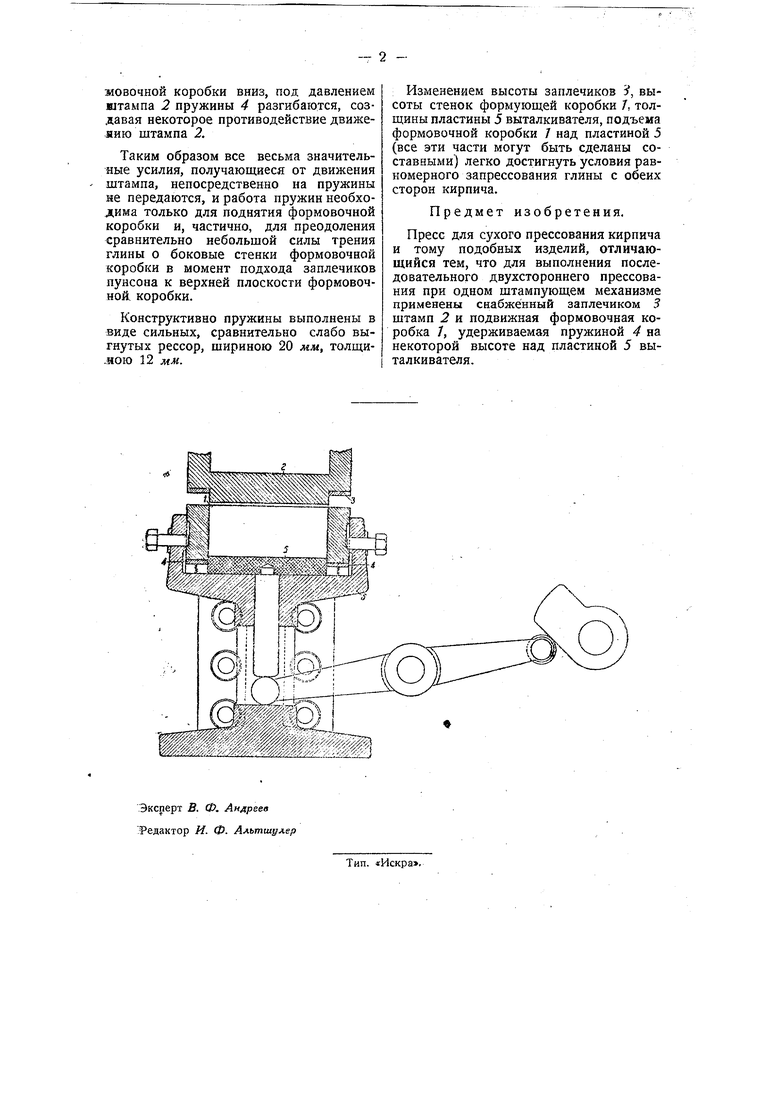
На схематическом чертеже изображен пресс для сухого прессования кирпича в продольном разрезе.
В предлагаемом прессе формовочная коробка 7 заполняется глиной. Штамп 2, опускаясь, прессует глину сверху до тех пор, пока его заплечики 5 не коснутся формовочной коробки 7. В этот момент прессование глины сверху заканчивается, продолжающимся же движением щтампа 2 фор.овочная коробка 7, поддерживаемая пружинами 4 на некоторой высоте над пластиной 5 выталкивателя,
463
начинает увлекаться вниз. При движении формующей коробки 7 вниз, глина прессуется уже снизу, соприкасаясь с неподвижной пластиной 5. Роль пружин 4, поддерживающих формовочную коробку 7, заключается, главным образом, в том,что после удаления спрессованного кирпича из формовочной коробки 7 нужно поставить формовочную коробку в наивысшее для нее положение. Когда штамп 2 начнет двигаться вниз и войдет в коробку 7, то ком глины, опираясь на пластину 5 выталкивателя, лежащую на столе 6 пресса, начнет спрессовываться. Б это время формовочная коробка остается неподвижной, так как вертикальные усилия, возникающие от трения глины о стенки формовочной коробки, незначительны и преодолеваются усилиями пружин 4.
В дальнейшем, когда заплечики 5 упрутся в формовочную коробку, последняя вместе с комом глины будет скользить вниз, и глина начнет .спрессовываться уже на нижней стороне, опираясь на пластину .5. Во время хода форэиовочной коробки вниз, под давлением штампа 2 пружины 4 разгибаются, создавая некоторое противодействие движению штампа 2.
Таким образом все весьма значительные усилия, получающиеся от движения штампа, непосредственно на пружины не передаются, и работа пружин необходима только для поднятия формовочной коробки и, частично, для преодоления сравнительно небольшой силы трения глины о боковые стенки формовочной коробки в момент подхода заплечиков пунсона к верхней плоскости формовочной, коробки.
Конструктивно пружины выполнены в виде сильных, сравнительно слабо выгнутых рессор, шириною 20 мм, толщи.«ою 12 мм.
Изменением высоты заплечиков , высоты стенок формуюш,ей коробки 7, толщины пластины 5 выталкивателя, подъема формовочной коробки 7 над пластиной 5 (все эти части могут быть сделаны составными) легко достигнуть условия равномерного запрессования глины с обеих сторон кирпича.
Предмет изобретения.
Пресс для сухого прессования кирпича и тому подобных изделий, отличающийся тем, что для выполнения последовательного двухстороннего прессования при одном штампующем механизме применены снабжённый заплечиком 3 штамп 2 и подвижная формовочная коробка /, удерживаемая пружиной 4 на некоторой высоте над пластиной 5 выталкивателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Конвейерный пресс для изготовления кирпича или т.п. изделий | 1940 |
|
SU63199A1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1996 |
|
RU2097178C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ | 1991 |
|
RU2021109C1 |
| ГИДРОПРЕССОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1933 |
|
SU46143A1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| Ручной пресс для изготовления кирпича | 1990 |
|
SU1778003A1 |

