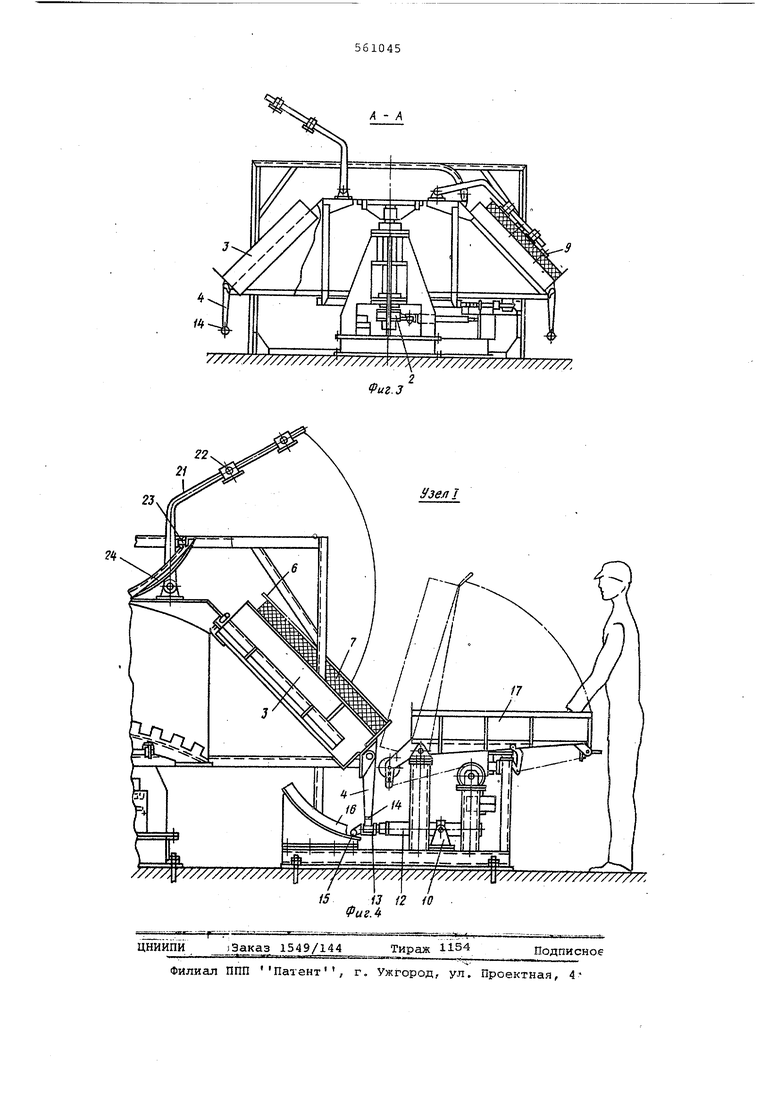
дажей 9 и механизм опрокидывания 10 кондуктора-платформы 3 на кантовательстол 11, Механизм опрокидывания 10 выполнан в виде шарнирно закрепленного силового цилиндра 12 с вилкой 13 на конце штока для захода и охвата ролика 14 на конце рычага 4 кондуктораплатформы 3 при опрокидывании последней на кантователь-столвилка 13 снабжена роликом 15 для обкатывания по дуговой направляющей 1
Кантователь-стол 11 содержит шарнирно смонтированный стол 17, выполненный с возможностью поворота вокруг горизонтальной оси и фиксацией его в крайних положениях.
Кондукторы-платформы 3 и кантователь-стол 11 снабжены боковыми бортами 10 и торцовыми бортами 19 с прорезями 20 типа колосниковой решетки, взаимодействующими друг с другом при перекладке собираем9го изделия с .опрокинутого кондуктора-платформы 3 на находящийся в крайнем верхнем положении кантователь-стол 11.
Механизмы прижима 5 выполнены в виде штанги 21 с лапами 22 и опорными роликалж 23, взаимбдействующими с неподвижньлчи копирными шинами 24 для опускания в позиции загрузки J и для подъема в позиции выгрузки IV . Механизм прокола 8 включает станину 25 с несколькими наклонными регулирхуемыми хоботами 26, на каждом из которых на направляющих колонках смонтирована подвижная балка 27 с ножами 28, пермещаемая при помощи силовых цилиндров 29, Механизм прокола 8 установлен в позиции J .
Установка работает следующим обраЗОМ„
В позиции загрузки 1 укладывают вручнуюна кондуктор-платформу3 с цилиндрической рабочей поверхностью теплоизоляционный мат 7 до упора под действием собственного веса о торцовый борт 19-и в упор о регулируемый боковой борт 18 с левой стороны, затем аналогично укладывают сверху покровный материал.
После этого рабочий дает разрешение на поворот карусельной рамы на 90 кнопкой системы блокировки управления или кнопкой светового сигнала на позицию IV разгрузки. Механизм прижима в позиции 1 поднят вверх копирной шиной 24.
В позиции II производится автоматический прокол отверстий для крепления бандажей 9 при синхронном ходе балок 27 г; ножами 28 вниз при помощи силовых цилиндров 29.
Команда для этого подается от конечного выключателя при воздействии н него упором механизма поворота 2. Возврат механизма прокола 8 в исходное
положение происходит посредством конечного выключателя, срабатывающего в конце рабочего хода.
В позиции П1 вручную накладывают два или три бандажа 9 (в зависимости от типоразмера теплоконструкции) с надетыми на них плоскими шплaнтa vtи на покровный материал 6 (между лапами 22 механизма прижима 5) и вставляют шплиты в отверстия до упора. Затем рабочи дает разрешение на поворот аналогично позиции I
в позиции IV кантователь-стол 11 находится в исходном положении, т.е.ег стол 17 повернут вверх при помощи, например, регулируемых грузовых противовесов .
Очередная кондуктор-платформа 3 пр повороте в позицию своим рычагом 4 с роликом 14 на конце свободно входит в вилку 13 силового цилиндра 12 и при нажиме на конечный выключатель упором механизма поворота 2 опрокидывает кондуктор-платформу 3 с полуфабрикатом изделия до упора о Стол 17. При этом вилка 13 шарнирно закрепленного цилиндра 12 поворачивается по дуге окружности соответственно рычагу 4 кондуктора-платформы 3 при помощи ролика 15, обкатывающегося- по дуговой направляющей 1б. Затем рабочий сборщик, например, вручную опрокидывает стол 17 в горизонтальное положение с автоматическим стопорением, производит надевание шайб на концы шплинтов, разводит концы шплинтов и снимает готовое изделие для укладки на поддон.
После этого при помощи противовесов стол .17 поднимается в исходное положение.
Возврат кондуктора-платформы 3 в исходное положение -производится вилкой 13 силового цилиндра 12 при нажиме упором стола 17 в конце поворота в горизонтальное положение на конечный выключатель.
Формула изобретения
1. Установка для сборки полносборных теплоизоляционных конструкций, содержащая кондуктор-платформу с прижимным приспособлением, механизм прокола отверстий и поворотный - кантователь, отличающаяся тем, что, с целью достижения поточности произво :;ства, она выполнена в виде карусельной рамы с шарнирно закрепленными на ней кондукторами-платформами, в верхней части которой шарнирно закреплены механизмы прижима, а вокруг рамы установлены механизм прокола и механизм опрокидывания кондуктора-платформы на кантователь-стол, поочередно взаимодействующие с кондукторами-платформами .
2.Установка по п. 1, отличающаяся тем, что кондукторплатформа снабжена рычагом, взаимодействукицям с механизмом опрокидывания.
3.Установка по пп. 1 и 2, о т ли ч ающ ая с я тем, что механизм опрокидывания кондуктора-платформы выполнен в виде шарнирно закрепленного силового цилиндра с вилкой на ,конце штока, взаимодействующей с дуговой направляющей посредством ролика, и кинематически связанного с рычагом g кондуктора-платформы.
4. Установка .по чп. , отличающаяся тем, что карусельная приводная рама выполнена в виде усеченного конуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для монтажа панелей на объемные элементы | 1981 |
|
SU1025516A1 |
| Установка для контроля и маркировки маканых резиновых изделий | 1982 |
|
SU1126456A1 |
| Линия для укладки стеклоблоков | 1989 |
|
SU1715721A1 |
| Установка для производства камнелитых изделий | 1985 |
|
SU1310211A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Карусельная установка | 1979 |
|
SU854721A1 |
| Автоматизированный комплекс для обработки листового материала | 1987 |
|
SU1475757A1 |
| Устройство для укладки рядов изделий в пакет | 1985 |
|
SU1337330A1 |
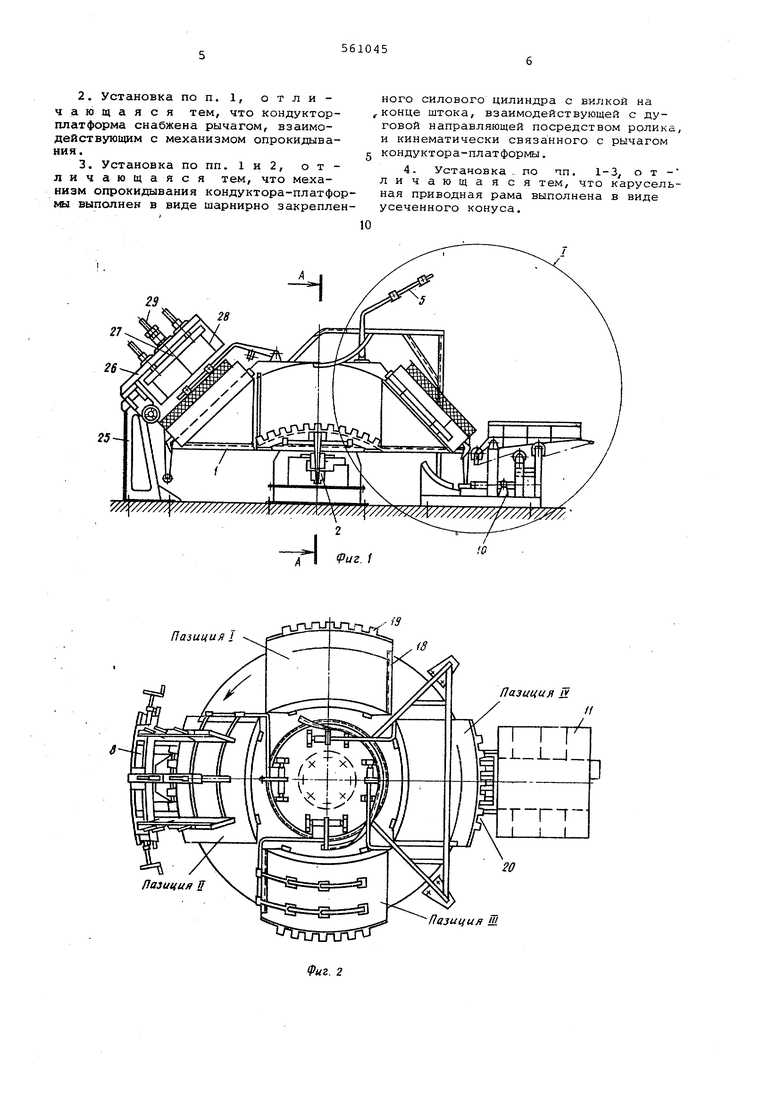
Позиция 1 Пазиция Е Позиция Ш.
