1
Изобретение относится к области обработки металлов давлением, в частности к технологии получения листовых sai отовок заданной формы для формования из них деталей различными процессами холодной штаповки (глубоксй вытяжкой, обратным выдавливанием, чеканкой, и пр.).
Известен способ глубокой вытяжки полых деталей цилиндрической или другой формы из листовых заготовок прямоугольной или шестигранной формы путем многократ ной вытяжки ij.
Использование этого способа безотходной глубокой вытяжки сопряжено с применением сложной штамповой оснастки.
Известен способ пepeфop oвки заготовок прямоугольной иди шестигранной формы в заготовки круглой формы путем проталкив кия в/матрицу 2}.
Однако упрощение штамповой оснастки этим способом не компенсируется необходимостью создания высоких усилий калибровки переформованной заготовки.
Цель изобретения - повышение производительности изготовления безотходных листовых заготовок.
Это достигается тем, что проталкиванию в матрицу подвергают пакет заготовок, прикладьгоая одновременно к нему противодавление через отверстие матрицы, профиль поперечных сечений которого изменяется от прямоугольного или шестигранного на входе до соответствующего заданной заготовки на выходе, а плошадь остаерся неизменной.
Искажение плоскости ;пр.оталкиваемых заготовок предотвращается тем, что отверстие матрицы заполняют пакетом предварительно обработанных заготовок, боковая поверхность которого соответствует форме поверхности, ограничивающей отверстие мат рицы.
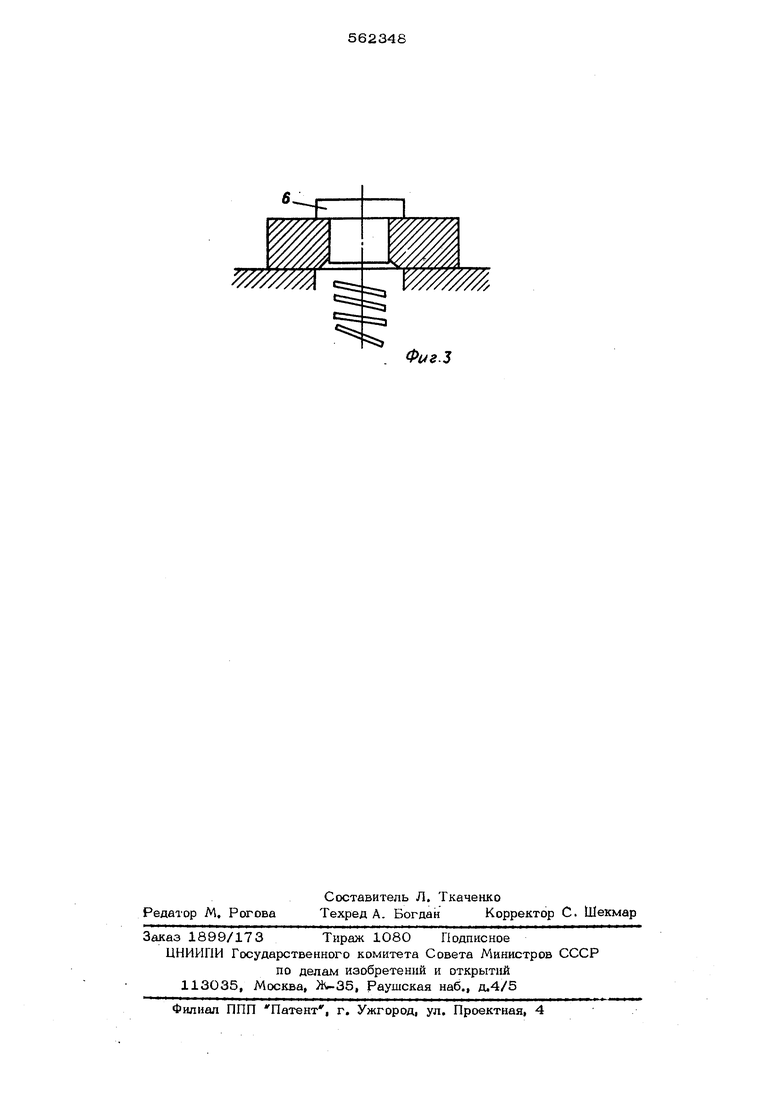
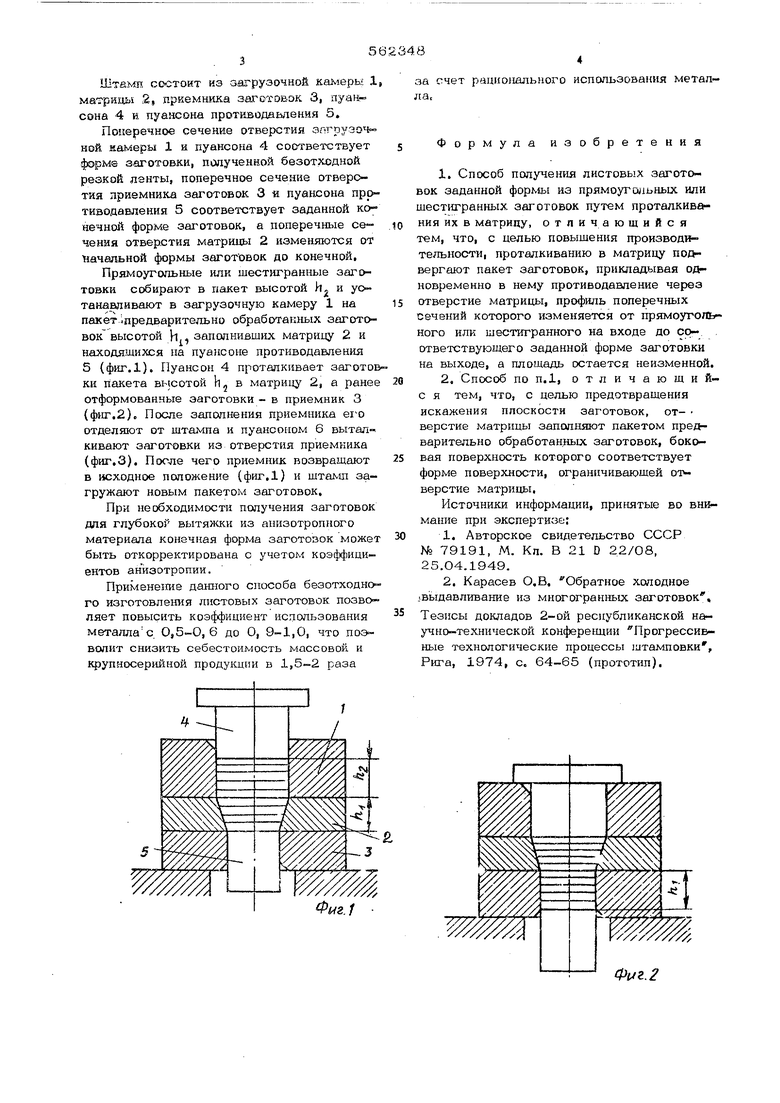
На фиг. 1 изображена; схема штампа, .на котором может быть осуществлен способ; на фиг. 2 показан момент окончания переформовки пакета заготовок высотой h.; на фиг.З - момент окончания выталкивания этого пакета.
Штамп состоит из загрузочной камеры 1 матрицы 2, приемника заготовок 3, пуансона 4 и пуансона противодавления 5.
Поперечное сечение отверстия элгрузоЧ ной камеры 1 н пуансона 4 соответствует форме заготовки, полученной безотходной резкой ленты, поперечное сечение отверстия приемника заготовок 3 и пуансона противодавления 5 соответствует заданной конечной форме заготовок, а поперечные сечения отверстия матрицы 2 изменяются от начальной формы заготовок до конечной.
Прямоугольные или шестигранные заготовки собирают в пакет высотой И и устанавливают в загрузочную камеру 1 на пакет предварительно обработанных заготовок высотой h,, заполнивших матрицу 2 и находящихся на пуансоне противодавления 5 (фиг.1). Пуансон 4 проталкивает заготовки пакета вьюотой Ь в матрицу 2, а ранее отформованные заготовки - в приемник 3 {ф1П,2). После заполнения приемника ei-o отдел5пот от штампа и пуансоном 6 выталкивают заготовки из отверстия приемника (фиг.З). После чего приемник возвращают в исходное положение (фиг,) и штамп загружают новым пакетом заготовок.
При необходимости получения заготовок для глубокой вытяжки из анизотропного материала конечная форма заготозок может быть откорректирована с учетом коэффициентов анизотропии.
Применезше данного способа безотходного изготовления листовых заготовок позволяет повысить коэффициент использования металлас 0,5-0,6 до О, 9-1,0, что позволит снизить себестоимость массовой и крупносерийной продукции в 1, раза
Фмг.1
за счет рационального использования металла.
Формула изобретения
1.Способ получения листовых заготовок заданной формы из прямоугольных или шестигранных заготовок путем проталкивания их в матрицу, отличающийся тем, что, с целью повышения производительности, проталкиванию в матрицу подг вергают пакет заготовок, прикладывая одновременно в нему противодавление через отверстие матрицы, профиль поперечных сечений которого изменяется от прямоугольгного или шестигранного на входе до соответствующего заданной форме заготовки на выходе, а площадь остается неизменной.
2.Способ по П.1, отличающийс я тем, что, с целью предотвращения искажения плоскости заготовок, от- верстие матрицы заполняют пакетом предварительно обработанных заготовок, боксовая поверхность которого соответствует форме поверхности, ограничивающей от верстие матрицы.
Источники информации, принятые во внимание при экспертис е:
1.Авторское свидетельство СССР № 79191, М. Кп. В 21 D 22/08, 25.04.1949.
2,Карасев О.В, Обратное холодное .«выдавливание из многогранных заготовок,
Тезисы докладов 2-ой республиканской научно-технической конферещии Прогрессивные технологические процессы штамповки , Рига, 1974, с, 64-65 (прототип).
Фиг. 2
i/5.J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010646C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023522C1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
| СПОСОБ ОБРАТНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ И ПРИЗМАТИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166398C2 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2775663C1 |