о:
05
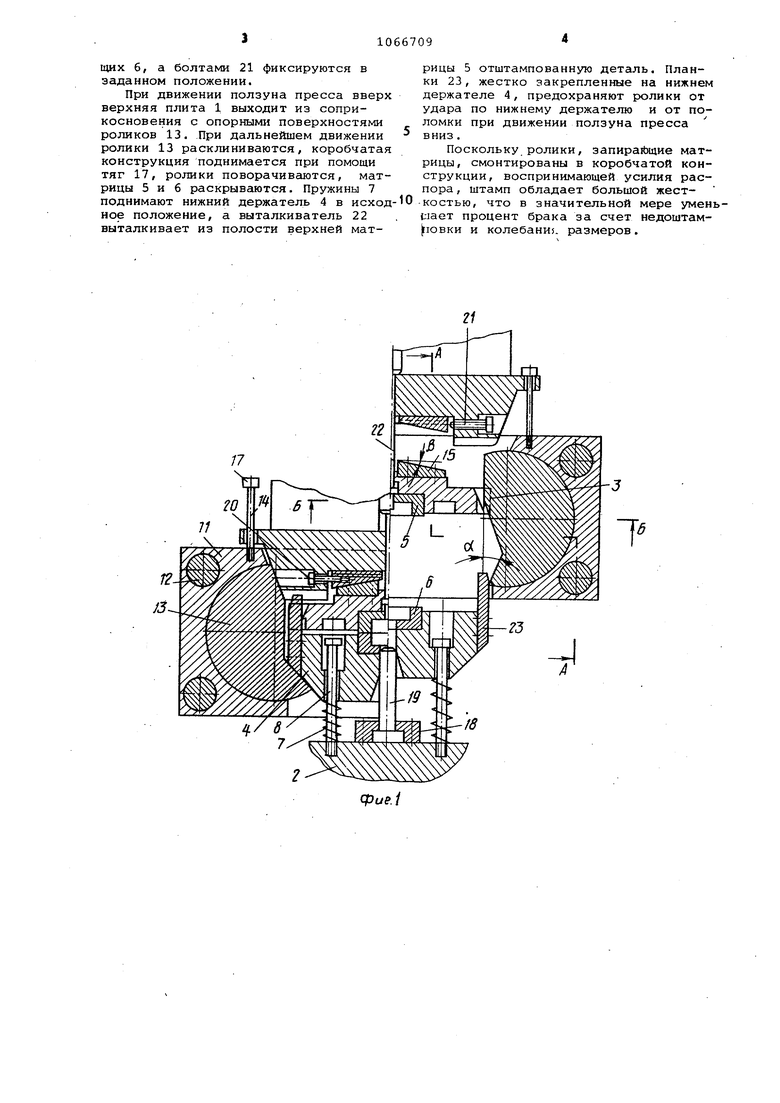
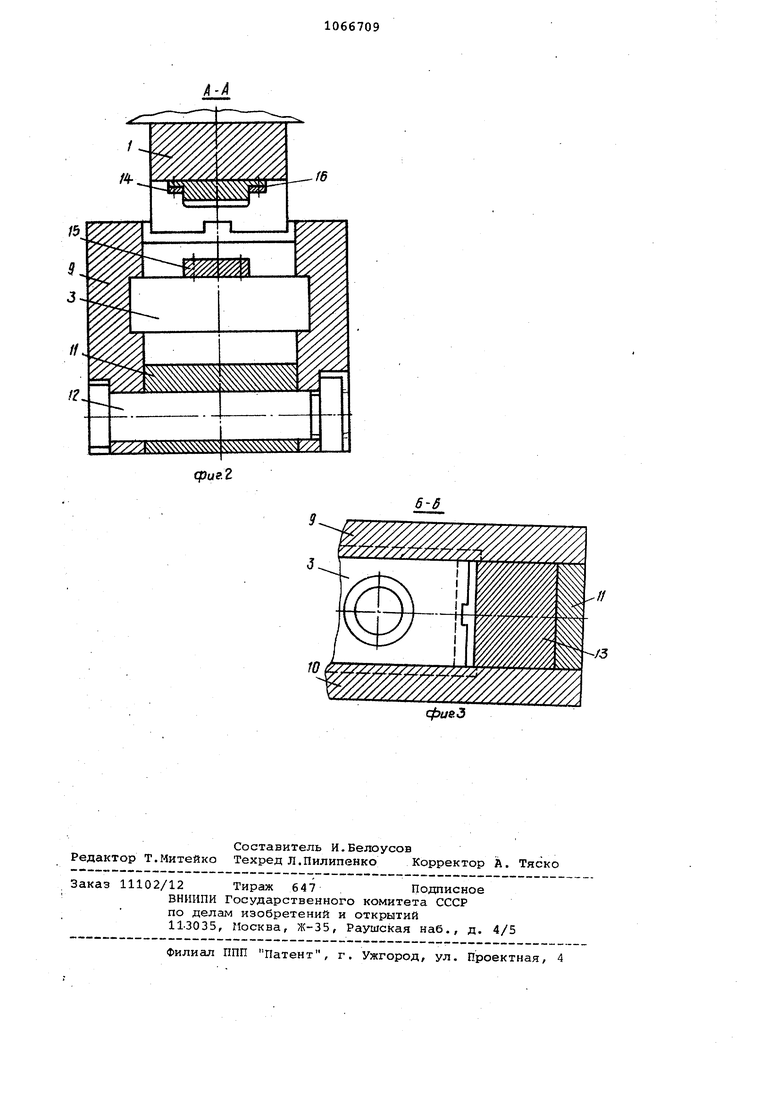
Изобретение относится к обработке металлов давлением, в частности к штамповке металлов в разъемных полуматрицах, и может быть использо вано в качестве штамповой оснастки пресса. Известен штамп для безоблойной штамповки, содержащий верхнюю и нижнюю плиты, верхнюю и нижнюю матрицы, установленные в держателях, а также механизм запирания матриц, .Тоследний выполнен в виде двух симметрично расположенных относительно оси матрицы роликов с секторообразными вырезами, а на держателях предусмотрены скосы, входящие в эти вырезы при перемещении верхней плиты 11 . Однако такой механизм запирания полуматриц не обладает необходимой жесткостью и, следовательно, ненаделсен в работе, так как возникающие в штампе горизонтальные составляющи стремятся изогнуть верхнюю плиту и сдвинуть держатели относительно колонок и друг друга, что ухудшает качество получаемых деталей. Целью изобретения является повывышение надежности работы штампа и повышение качества штампуемых издели - Поставленная цель достигается тем что штамп для безоблойной штамповки содержащий верхнюю и нижнюю, плиты, смонтированные на них с возможностью осевого перемещения держателя со ско сами и закрепленные на держателях соответственно верхнюю и нижнюю мат рицн, а также механизм запирания матриц в виде симметрично и горизон тально расположенных относительно оси штампов роликов с секторообразны ми вырезами, снабжен закрепленными соответственно на верхней плите и держателе верхней матрицы опорными клиновыми планками с углом клиновог сопряжения, меньшим угла самоторможения, на верхней плите выполнены скосы, а ролики смонтированы в держателе верхней матрицы с возможностью сопряжения гранями вырезов со скосами верхней плиты и скосами дер теля нижней матрицы, при этом секто рообразный вырез выполнен эксцентрично оси каждого ролика, а грани выреза образуют между собой угол, не превышающий 45. На фиг.Д изображен штамп, разрез (слева - в закрытом положении, спр ва - в открытом;) на фиг.2 - то же, разрез А-Л на фигЛ; на фиг 3 - раз рез Б-Б на фиг. Штамп содержит верхнюю и нижнюю плиты 1 и 2, держатели 3 и 4, несущие верхнюю и нижнюю матрицы 5 и 6, Нижний держатель 4 связан с нижней плитой 2 при помощи пружин 7 и тяг 8, а верхний держатель 3 жестко установлен в пазах коробчатой конст рукции, состоящей из двух боковых щек 9 и 10, двух проставок 11, симметрично расположенных относительно оси матриц и сжатых вместе со щеками болтами 12. В этой же коробчатой конструкции расположен механизм зажима матриц, состоящий из двух роликов 13, симметрично расположенных относительно оси матриц. Секторный вырез ролика, выполненный эксцентрично его оси, имеет скос, контактирующий со скосом на верхней плите. Между верхней плитой и верхним держателем смонтирован клиновой опорный механизм, состоящий из клиньев 14 и 15 с углом клинового сопряжения (fl) , равным углу самоторможения, т.е. / 10 f Нижний клин 15 жестко связан с держателем 3, а верхний клин 14 установлен в направляющих 16 верхней плиты 1 (фиг.2А Коробчатая конструкция связана с верхней плитой 1 при помощи тяг 17 с возможностью перемещения друг относительно друга. На нижней плите 2 1при помощи фланца 18 крепится пуансон 19. Штамп работает следующим образом. При движении ползуна пресса вниз верхняя плита 1 и верхний держатель 3 опускаются до соприкосновения матриц 5 и 6. Так как верхний держатель 3 жестко связан с коробчатой конструкцией, в которой шарнир но установлены ролики 13, ::о при опускании держателя и следовательно, всей коробчатой конструкции ролики 13 поворачиваются до тех пор, пока поверхности секторного выреза и скоса не войдут в сопряжение с опорными поверхностями нижнего держателя 4 и верхней плиты 1., С этого момента ролики оказываются заклиненными, их вращение прекращается, и держатели с матрицами двигаются вниз вместе с верхней плитой, осуществляя выдавливание пуансоном 1-9 заготовки, заключенной в замкнутой полости матриц 5 и 6. Металл, заключенный в полости матриц, стремится разжать держатели 3 и 4 и усилие разжатия передается щекам 9 и 10, которые упруго деформируются, в результате чего расстояние между опорными поверхностями клиньев 14 и 15 непрерывно уменьшается, пока они не соприкоснутся друг с другом. Далее нагрузка на ролики и на детали коробчатой конструкции не увеличивается, так как оно передается непосредственно от ползуна через сопряженные поверхности клиньев 14 и 15 держателям 3 и 4. Исходное расстояние между клиньями регулируется при помощи болтов 20 и 21, причем при помощи болтов 20 клин 14 передвигается в направляющих 6, а болтами 21 фиксируются в заданном положении. При движении ползуна пресса вверх верхняя плита 1 выходит из соприкосновения с опорными поверхностями роликов 13. При дальнейшем движении ролики 13 расклиниваются, коробчатая конструкция поднимается при помощи тяг 17, ролики поворачиваются, матрицы 5 и 6 раскрываются. Пружины 7 поднимают нижний держатель 4 в исход ное положение, а выталкиватель 22 выталкивает из полости верхней матрицы 5 отштампованную деталь. Планки 23, жестко закрепленные на нижнем держателе 4, предохраняют ролики от удара по нижнему держателю и от nojломки при движении ползуна пресса вниз. Поскольку ролики, запирайщие матрицы, смонтированы в коробчатой конструкции, воспринимающей усилия распора , штамп обладает большой жест-костью, что в значительной мере уменьрает процент брака за счет недоштам говки и колебани(. размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК | 1970 |
|
SU280196A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1055581A1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки поковок | 1980 |
|
SU969406A1 |
| Штамп для радиального выдавливания | 1982 |
|
SU1038050A1 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU530727A1 |
ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ, содержащий верхнюю и нижнюю плиты, смонтированные на них с возможностью осевого перемещения держателя со скосами и закрепленные на держателях соответственно верхнюю и нижнюю матрицы, а также механизм запирания матриц в виде симметрично и горизонтально расположенных относительно оси штампа роликов с секторообразными вырезами, отличающийся тем, что, с целью повышения качества штампуемых деталей путем повышения надежности запирания матриц, он снабжен закрепленными соответственно на верхней плите и держателе верхней матрицы опорными клиновыми планками с углом клинового сопряжения, меньшим угла самоторможения, на верхней плиЪе выполнены скосы, а ролики смонтированы в держателе верхней матрицы с возможностью сопряжения гранями вырезов со скосами верхней плиты и скосами держателя нижней матрицы, при этом секторообразный {g вырез выполнен эксцентрично оси каж(Л дого ролика, а грани выреза образуют между собой угол, не превышающий 45°.
/5
//
фивЗ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
