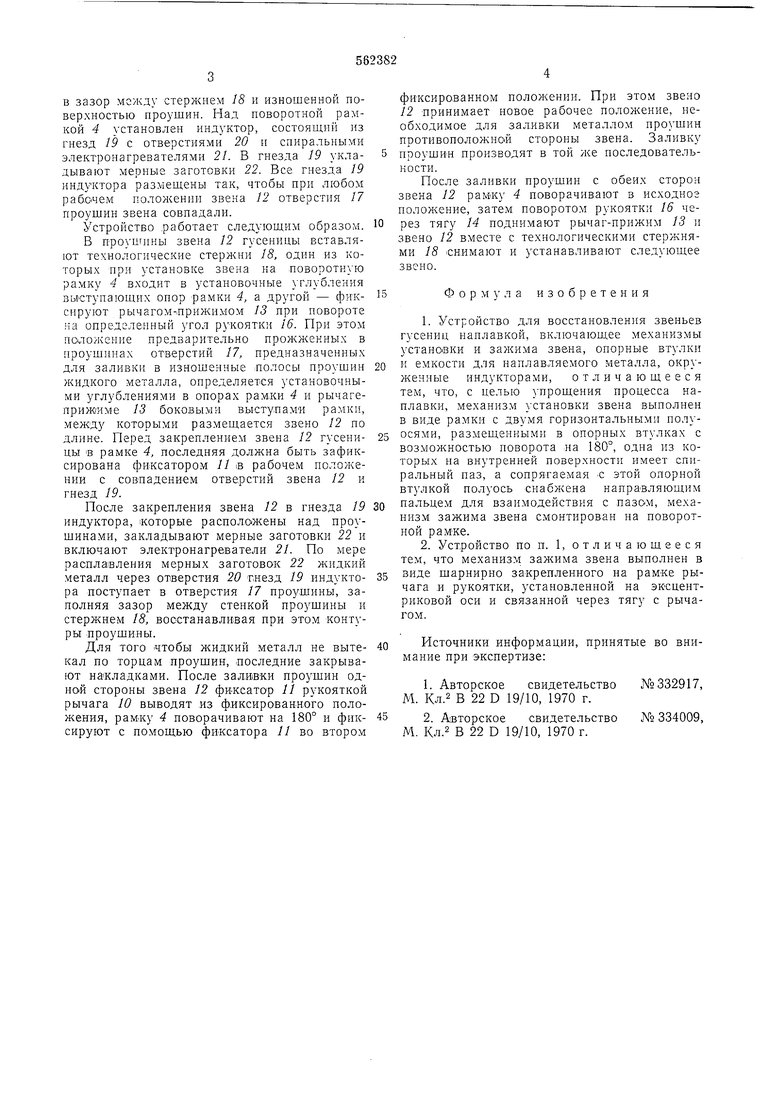
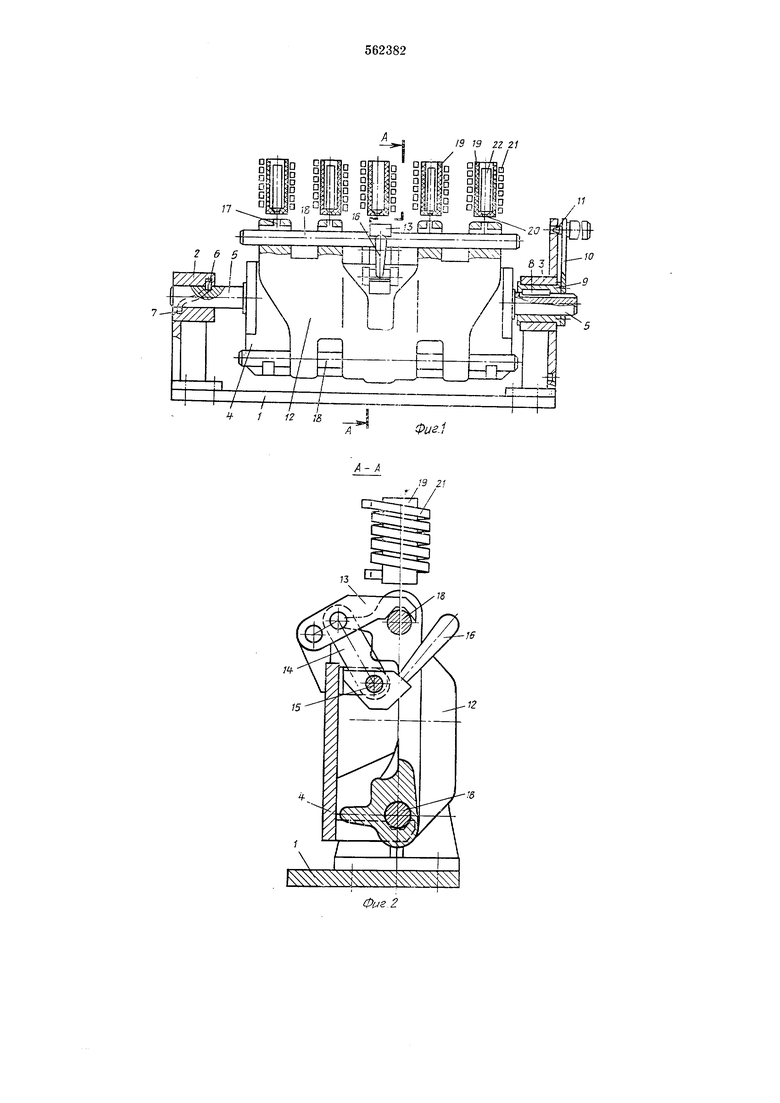
в зазор между стержнем /8 и изношенной поверхностью проушин. Над поворотной рамкой 4 установлен нндуктор, состояш,ий из гнезд 19 с отверстиями 20 и спиральными электронагревателями 2L В гнезда 19 укладывают мерные заготовки 22. Все гнезда 19 индуктора размещены так, чтобы при любом рабочем положении звена 12 отверстия 17 проушин звена совпадали.
Устройство .работает следующим образом.
В проушины звена 12 гусеницы вставляют технологические стержни 18, один из которых при установке звена на поворотную рамку 4 входит в установочные углубления выступающих опор рамки 4, а другой - фиксируют рычагом-прижимом 13 при повороте ка определе нный угол рукоятки 16. При этом ноаожеиие предварительно прожженных в проушинах отверстий 17, предназначенных для заливки в изношенные полосы проушин жидкого металла, определяется установочными углублениями в опорах рам.ки 4 и рычагеприжиме 13 боковыми выступами рамки, между которыми размещается звено 12 по длине. Перед закреплением звена 12 гусеницы В рамке 4, последняя должна быть зафиксирована фиксатором 11 iB рабочем положении с совпадением отверстий звена 12 и гнезд 19.
После закрепления звена 12 в гнезда 19 индуктора, которые расположены над проушинами, закладывают мерные заготовки 22 и включают электронагреватели 21. По мере расплавления мерных заготовок 22 жидкий металл через отверстия 20 т,незд 19 индуктора поступает в отверстия 17 проушины, заполняя зазор между стенкой проушины и стержнем 18, восстанавливая при этом контуры проушины.
Для того чтобы жидкий металл не вытекал по торцам проушин, последние закрывают накладками. После заливки проушин одной стороны звена 12 фи-ксатор 11 рукояткой рычага 10 выводят из фиксированного положения, раМКу 4 поворачивают на 180° и фиксируют с помощью фиксатора 11 во втором
фиксированном положении. При этом звено 12 принимает новое рабочее положение, необходимое для заливки металлом проушин противоположной стороны звена. Заливку проушин производят в той же последовательности.
После заливки проушин с обеих сторон звена 12 рам«у 4 поворачивают в исходное положение, затем поворотом рукоятки 16 через тягу 14 поднимают рычаг-прижим 13 и звено 12 вместе с технологическими стержнями /8 |Снимают и устанавливают следующее звено.
Формула изобретения
1.Устройство для восстановления звеньев гусениц наплавкой, включающее механизмы установки и зажима звена, опорные втулки и емкости для наплавляемого металла, окруженные индукторами, отличающееся тем, что, с целью упрощения процесса наплавки, механизм установки звена выполнен в виде рамки с двумя горизонтальными полуосями, размещенными в опорных втулках с возможностью поворота на 180°, одна из которых на внутренней поверхности имеет спиральный паз, а сопрягаемая .с этой опорной втулкой полуось снабжена направляющим пальцем для взаимодействия с пазОМ, мехапизм зажима звена смонтирован на поворотной рамке.
2.Устройство по п. 1, отличающееся тем, что механизм зажима звена выполнен в виде шарнирно закрепленного на рамке рычага и рукоятки, установленной на эксцентриковой оси и связанной через тягу с рычагом.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство №332917, М. Кл.2 В 22 D 19/10, 1970 г.
2.Авторское свидетельство № 334009, М. Кл.2 В 22 D 19/10, 1970 г.
/5 /9 ZZ 21
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| Устройство для заливки проушин звена гусениц жидким металлом | 1977 |
|
SU737120A1 |
| Установка для наплавки деталей | 1978 |
|
SU814562A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1997 |
|
RU2157295C2 |
| Рулетка | 1987 |
|
SU1453150A1 |
| Установка для заливки проушин звеньев гусениц жидким металлом | 1975 |
|
SU547286A1 |
| УСТРОЙСТВО ДЛЯ ТРЕНИРОВКИ СПОРТСМЕНОВ | 1991 |
|
RU2007206C1 |
| Способ и устройство для восстановления изношенных проушин траков посредством токов высокой частоты | 1953 |
|
SU99019A1 |
| Способ ремонта втулки гусеницы | 1990 |
|
SU1806044A3 |
| Установка для восстановления деталей | 1976 |
|
SU621456A1 |
13 2
5
19
Фиг
