Изобретение касается усовершенствования способов восстановления изношенных проушин траков гусеничных машин посредством токов высокой частоты.
Изпестные способы с расплавлением всей проушины и присадочного металла током высокой частоты в тиглях из шамотной гл1шы со вставленными в отверстия проушнн земляными стержнями, не обеспечивают получения проушин заданной формы и требуют последуюп,ей механической обработки.
Предлагаемое изобретение отличается тем, что для получения одной. или нескольких новых проушнн трака расплавление металла проушин; и присадочного металла нроизводят в магнезитовых тиглях, со вставлеппыми в отверстия .нроушнн магнезитовыми стержнями, предварител1)Но онустив траки проушинами в тигли, и по расплавлении металла трак спускается до выбора зазора между магнезитовым сте.ржпем п пеизношенной образуюшей отверстня проушины. Для получения гладкой, поверхности отверстий проушин и снятия неровностей проушины трака 1 одвергаются калибровке специальной : протяжкой.
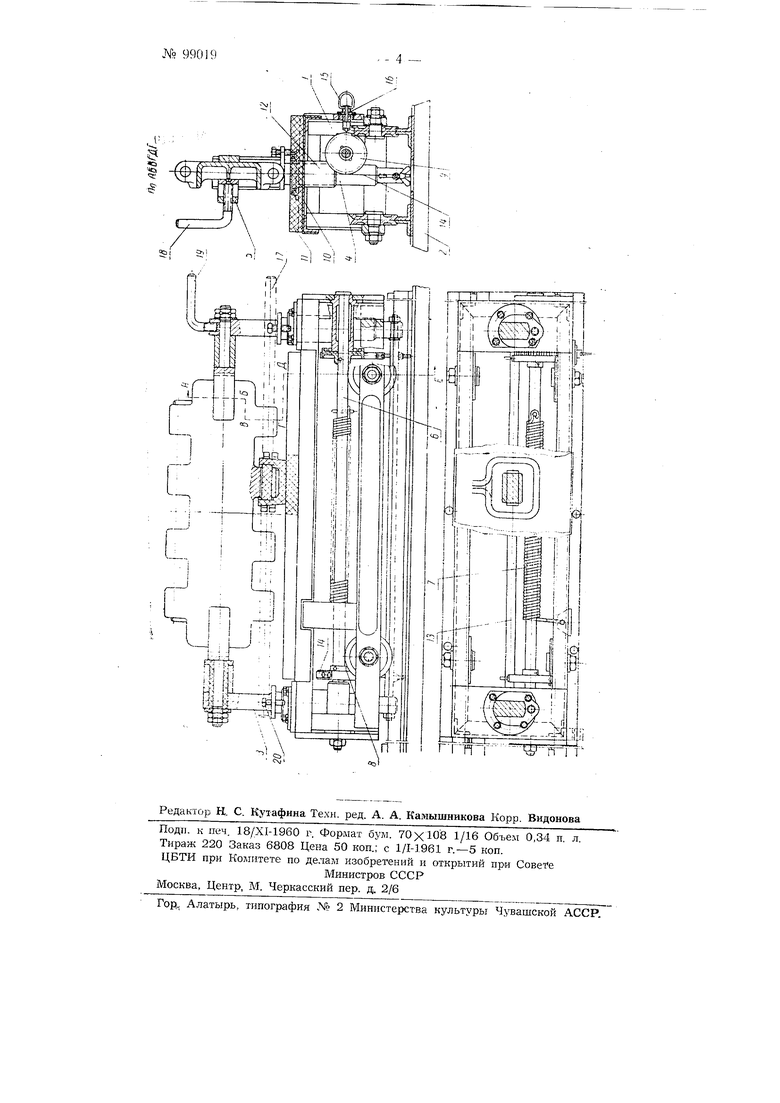
На чертеже показано устройство для восстановления .нроушнн траков гфедлагаемым способом.
Устройство состоит из корпуса /, установленного на роликах, стаН1И1Ы 2, опор 3 и 4, зажима 5, вала 6 нружпной 7 и дисками и -9, Корпус /, па котором смонтированы все детали, на роликах передвигается по стапипе 2. Кроме того, на корпусе установлен экран W из краспой меди, имеюшей плиту 1 из асбестопемента и препятствуюш,ий про;сжденню магнитных силовых линий через детали, помеш1енные внутри г.орнуса, для предохранения их от нагрева. Опоры 3 и 4 установлены во втул1 :ах 12 и могут свободно в них передвигаться. Перемеш;ение одной опоры относительно другой ограничено тягой 13, соединенной через две .-гейты }4 н диски S и 9 с валом 6, имеюшим пружину 7, закрутка которой осунтествлена таким образом, что она воспринимает вес подвижных
часте|1 устройства-опор с зажимами и трака, что обеспеч вает плавное опускание подвижных частей и трака для сохранения целостности магнезитовых форм и ст-ержней.
Стонорный диск 9 имеет прорези, р, которые входит конец стопорного стержня, пагруженного пружиной. Стопор может быть выключен оттягиванием его в заднее положение с выведением кольца /5 из прорези стакана 16 и поворотом кольца на 90°.
При выключении стопора обе опоры поднимается в крайнее верхнее положение. Затем включается стопор. Восстанавливаемый трак помещается в зажимы 5 так, чтобы установочный палец 17, проходя через отверстие в одной из опор, прошел через отверстие проушин траков и вышел в отверстие во второй опоре. При этом трак будет базироваться неизношенной частью поверхностей отверстий проушины по нальцу. В этом положении трак зажимается рукоятками 18 и 19, после чего установочный палец вынимается.
В проушину вставляется магнезитовый стержень, а в отверстие индуктора-тигель. Затем восстанавливаемая проушина трака опускается в тигель, чтобы внутренняя поверхность тигля равномерно облегала поверхность проушины.
Застопорив корнус устройства от продольного неремешения, трак ноднимают. В тигель кладут кусочек металла и плавно опускают трак до упора восстанавливаемой проушины в кусочек металла, после чегО включается ток и проушина с кусочком металла нагреваются и плавятся. При этом трак опускается до тех тор, пока не изчезнет зазор между нензношенной частью повер.хности отверстия проушины и стержнем, и стержень не сядет концами на заплечики формы.
Кроме того, опускание трака ограничено двумя специальными болтами 20, которые ограничивают ход опор вниз. Заплечики формы и два болта 20 обеспечивают получение определенной толшнны стенок npdушины. При упоре концов стержня в заплечики формы, а болтов 20-sd фланцы втулок 12, ток выключается и трак поднимается вверх настолько, чтобы тигель вышел из индуктора. (Остальные проушины этого ряда восстанавливаются в той же последовательности.
После восстанавления проушин одной стороны трака рукоятка 19 отпускается и трак поворачивается второй стороной. Установка проверяется контрольным пальцем, после чего рукоятка 19 зажимается. Все операции повторяются.
Предмет, изобретения
1. Способ восстановления изношенных проушин траков гусеннчных машин расплавленпем металла проушин и присадочного металла посредством электрического тока высокой частоты в тигле со вставленными в отверстия проушин трака стержням, отличающийся тем, что. с целью получения проушип трака заданной формы и размеров, трак опускают проушинами в магнезитовые тигли, выполненные по форме и размерам проушин, и пО расплавлении металла изношенных проушин и присадочного металла трак опускается до выбора зазора между магнезитовым стержнем и нензношепной образующей отверстия проушины.
2. Устройство для осуществления способа по п. I, снабженное опорами для установки трака, от л ич а ю щ.ее с я тем, что, с целью обеспечения соосности отверстий восстанавливаемых проушин и размера шага тракд,. опоры выполнены подвижными, соединены между собой жестко и-снаблсены отверстиями для установочного пальцау вынимаемого после устан(вки и закрепления тра:ка в зажимах и стопорения от проворачизания. 3.Устройство по II. 2, отличающееся тем, что для получения одинаковой толщины стенок новых проущин применены ограничительные болты, установленные на онорах, и упоры на тиглях.
4.Устройства по п. 2, отличающееся тем, что для обеспечения возможности устаьговки восстанавливаемых проушин в одном или нескольких индукторах в количестве, меньшем числа проущин одной стороны трака, например, в случае малой мощности установки высокой частоты, корнус устройства смонтирован на роликах и пе едвнгается по рельсам станины.
5.Устройство но п. 2, отличающееся тем, что для плавного опускания трака и подвижных частей устройства и предохранения тиглей и стержней от разрушения применена пружина, воспринимающая масть веса трака и подвижных частей устройства.
,Nb 99019
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 1971 |
|
SU298431A1 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2282806C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЗАЛИВКОЙ ЖИДКИМ МЕТАЛЛОМ | 1997 |
|
RU2124963C1 |
| Устройство для восстановления звеньев гусениц | 1975 |
|
SU562382A1 |
| Устройство для заливки проушин звена гусениц жидким металлом | 1977 |
|
SU737120A1 |
| ЭЛЕКТРОМАГНИТНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С U-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539490C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ГОРИЗОНТАЛЬНЫМ МАГНИТОПРОВОДОМ И МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2539237C2 |
| ЭЛЕКТРОМАГНИТНАЯ ТИГЕЛЬНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С С-ОБРАЗНЫМ МАГНИТОПРОВОДОМ И ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536311C2 |
| УСТАНОВКА ДЛЯ ПЛАВКИ И РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ | 1973 |
|
SU395693A1 |