обогреваемым каналом для подачи в зону сварки газообразного теплоносителя.
Такое выполнение устройства обеспечивает предварительное удаление влаги с присадочного прутка в сушильной камере, повышая качество сварного соединения.
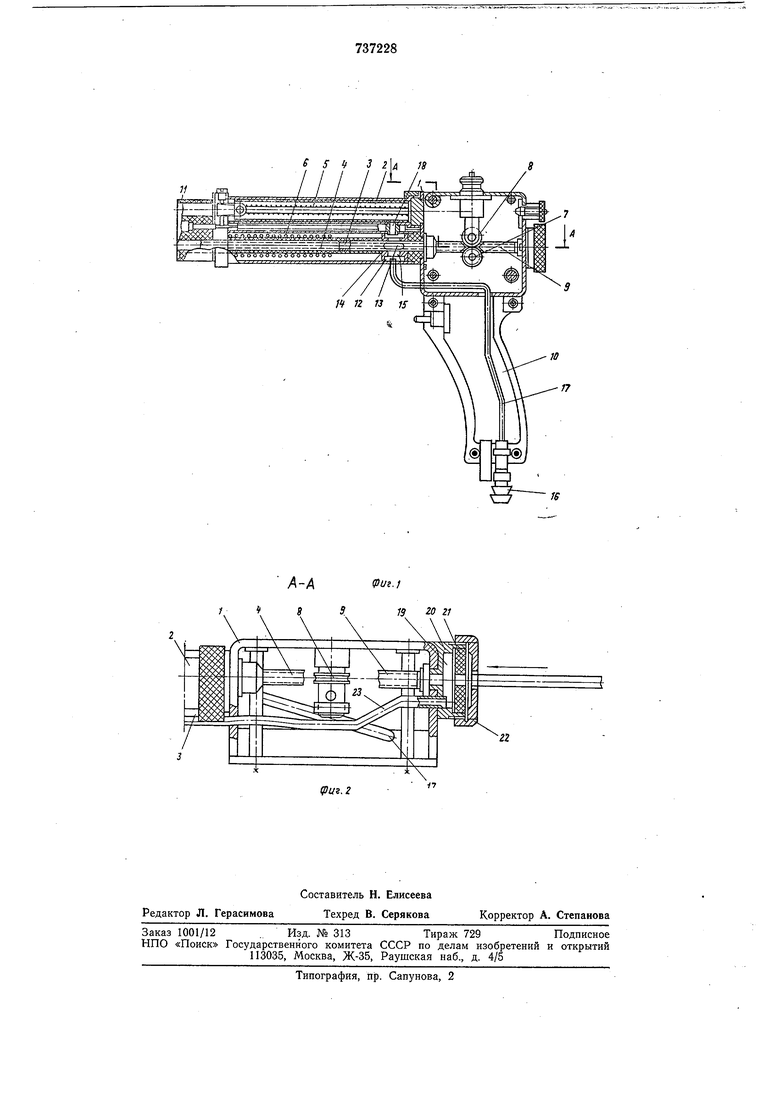
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2-разрез по А-А на фиг. 1 (в увеличенном масштабе).
Устройство для сварки термопластов содержит корпус 1 с каналом 2 для подачи в зону сварки газообразного теплоносителя и каналом 3 для подачи присадочного прутка, образованным стволом 4, электронагреватели 5 и 6, механизм подачи присадочного прутка, включаюш,ий электродвигатель с редуктором, на выходном валу которого установлен тянуш ий ролик 7, подпружиненный прижимной ролик 8 и направляюш,ую трубку 9, рукоятку 10 и шовоформуюш;ую головку И. В корпусе выполнена камера 12, в которой размеш,ена входная часть ствола 4 канала для присадочного материала с выполненными в ней радиальными отверстиями 13. Ствол снабжен поворотной кольцевой заслонкой 14 с отверстиями 15, расположенными в одной диаметральной плоскости с отверстиями- 13 ствола 4. Посредством штуцера 16 и газопровода 17 камера 12 сообщена с источником газообразного теплоносителя (на чертеже не показан), а посредством газопровода 18 - с каналом 2 для подвода газа в зону сварки. Устройство снабжено сушильной камерой 19, выполненной в виде пустотелого цилиндра 20, установленного перед механизмом подачи прутка, соосно каналу 3. На входном торце цилиндра 20 смонтировано уплотняющее приспособление, выполненное в виде кольца 21 из упругого материала с низким коэффициентом трения (например, войлок), зафиксированным гайкой 22. Внутренний диаметр кольца в закрепленном состоянии должен быть равным или несколько меньшим диаметра подаваемых прутков. Посредством газопровода 23 сушильная камера 19 сообщена с каналом 2 на участке после электронагревателя 5.
Устройство работает следующим образом.
Присадочный пруток через кольцо 21 и сушильную камеру 19 пропускают к тянущему 7 и подпружиненному 8 роликам, которые подают его в обогреваемый канал
3, где он нагревается до вязко-текущего состояния. Расплавленный присадочный материал выдавливается в шовоформующую головку. И. Для просушки и предваритель5 иого нагрева кромок свариваемых материалов в шовоформующую головку подается также газообразный теплоноситель, нагреваемый в канале. При сварке в условиях, повышенной
10 влалшости значительная часть влаги, оседающей на пруток, а также механические загрязнения удаляются с прутка при прохождении его через упругое кольцо 21. Оставшаяся на, поверхности прутка часть влаги испаряется в сушильной камере 19,под воздействием тепла, приносимого нагретым газом, подаваемым но газопроводу 23 из канала 2. При этом повышается также температура самого прутка, который ох0 лал дается для обеспечеция., дрстатрчной жесткости во входной части ствола 4 канала 3 холодным газом, поступаюн1им в камеру 12 и контактирующим с подаваемым прутком через отверстия 15 в заслонке 14
5 и отверстия 13 в стволе. Таким образом обеспечивается подача в зону сварки сухого присадочного материала.
Устройство согласно изобретению обеспечивает качественную сварку в условиях повышенной влажности воздуха окружающей среды, например, при сварке листовых термопластичных материалов на открытой строительной площадке в осенне-зимний период. 5
Формула изобретения
Устройство для,сварки термопластов газообразным теплоносителем по авт. свид.
0 № 643359, отличающееся тем, что, с целью повыщепия качества сварки в условиях повыщенной влажности, устройство снабжено установленной перед механизмом подачи прутка сушильной камерой, выпол5 ценной в виде полого цилиндра с уплотняющим кольцом из упругого материала на входном торце и соединенной с обогреваемым каналом для подачи в зону сварки газообразного теплоносителя.
Источники информации,.
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 643359, кл. В 29С 27/02, 16.02.77 (прототип).
е s If 32
к
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
| Устройство для сварки термопластов газообразным теплоностителем | 1977 |
|
SU643359A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |