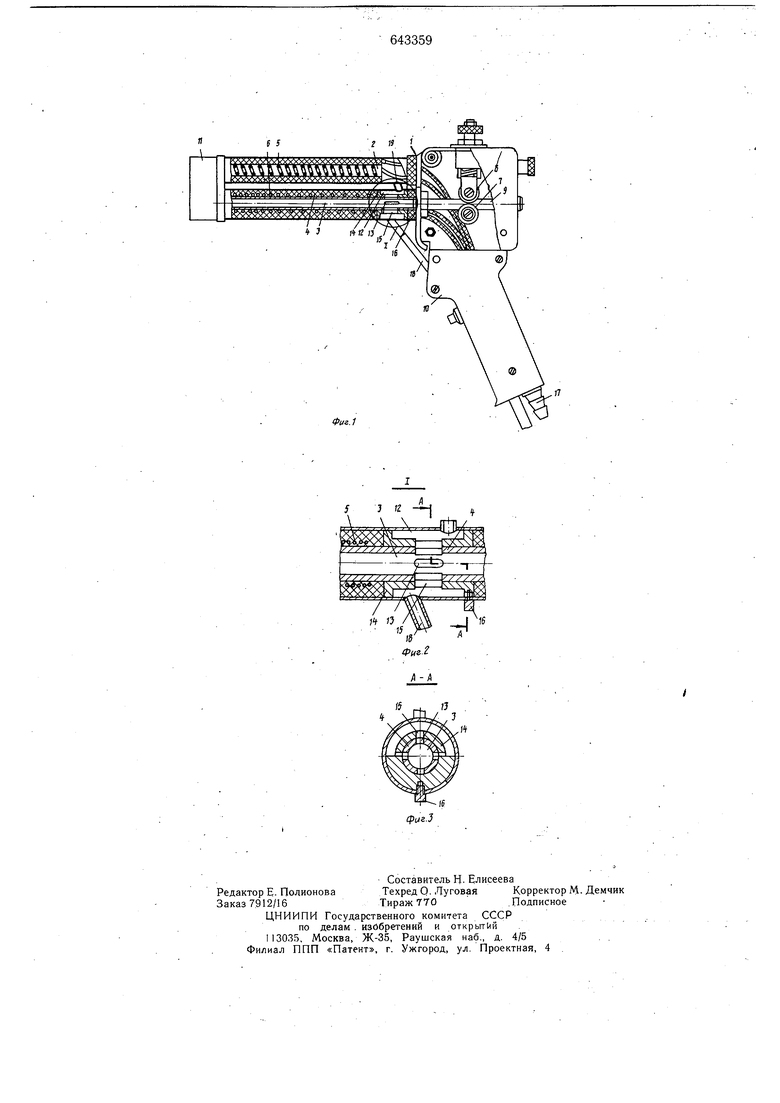
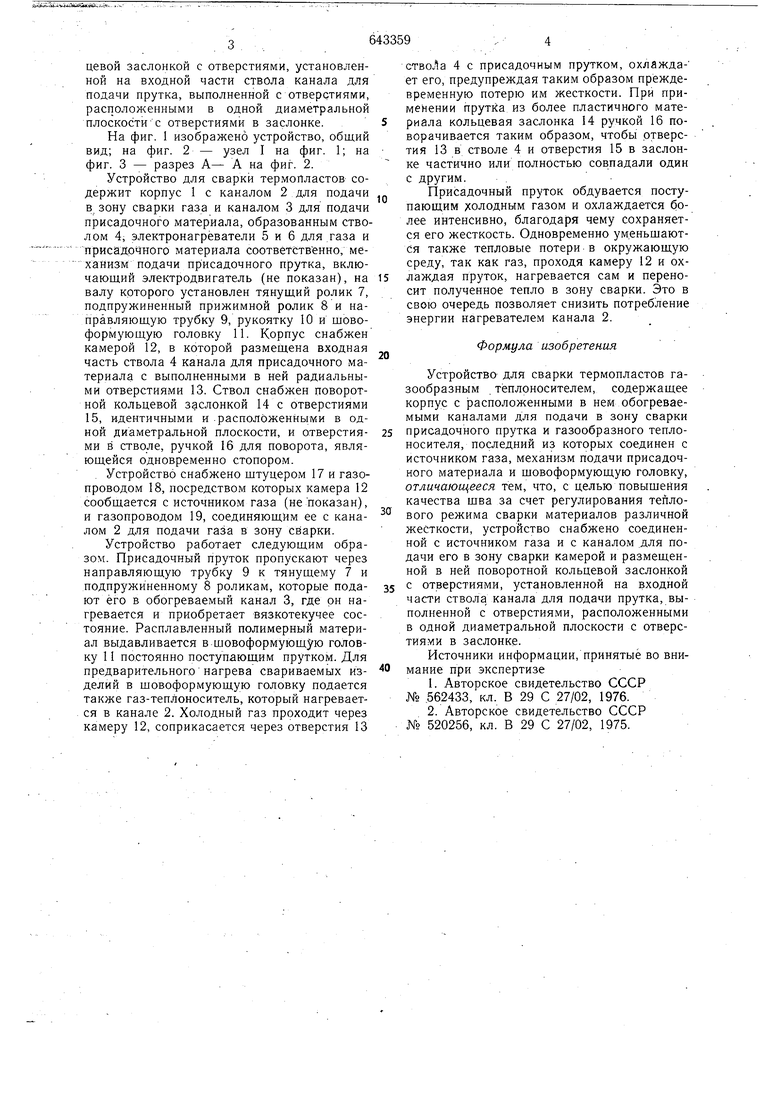
цевой заслонкой с отверстиями, установленной на входной части ствола канала для подачи прутка, выполненной с отверстиями, расположенными в одной диаметральной плоскостиС отверстиями в заслонке. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А- А на фиг. 2. Устройство для сварки термопластов содержит корпус I с каналом 2 для подачи в зону сварки газа и каналом 3 для подачи присадочного материала, образованным стволом 4, электронагреватели 5 и 6 для газа и присадочного материала соответственно, механизм подачи присадочного прутка, включающий электродвигатель (не показан), на валу которого установлен тянущий ролик 7, подпружиненный прижимной ролик 8 и направляющую трубку 9, рукоятку 10 и щоваформующую головку 11. Корпус снабжен камерой 12, в которой размещена входная часть ствола 4 канала для присадочного материала с выполненными в ней радиальными отверстиями 13. Ствол снабжен поворотной кольцевой заслонкой 14 с отверстиями 15, идентичными и -расположенными в одной диаметральной плоскости, и отверстиями в стволе, ручкой 16 для поворота, являющейся одновременно стопором. Устройство снабжено щтуцером 17 и газопроводом 18, посредством которых камера 12 сообщается с источником газа (не показан), и газопроводом 19, соединяющим ее с каналом 2 для подачи газа в зону сварки. Устройство работает следующим образом. Присадочный пруток пропускают через направляющую трубку 9 к тянущему 7 и подпружиненному 8 роликам, которые подают его в обогреваемый канал 3, где он нагревается и приобретает вязкотекучее состояние. Расплавленный полимерный материал выдавливается в щовоформующую головку 11 постоянно поступающим прутком. Для предварительного нагрева свариваемых изделий в щовоформующую головку подается также газ-теплоноситель, который нагревается в канале 2. Холодный газ проходит через камеру 12, соприкасается через отверстия 13 ствоЛа 4 с присадочным прутком, охлаждает его, предупреждая таким образом преждевременную потерю им жесткости. При применении прутйа из более пластичного материала кольцевая заслонка 14 ручкой 16 поворачивается таким образом, чтобы отверстия 13 в стволе 4 и отверстия 15 в заслонке частично или полностью совпадали один с другим., Присадочный пруток обдувается поступающим холодным газом и охлаждается более интенсивно, благодаря чему сохраняется его жесткость. Одновременно уменьщаются также тепловые потери в окружающую среду, так как газ, проходя камеру 12 и охлаждая пруток, нагревается сам и переносит полученное тепло в зону сварки. Это в свою очередь позволяет снизить потребление энергии нагревателем канала 2. Формула изобретения Устройство для сварки термопластов газообразным теплоносителем, содержащее корпус с расположенными в нем обогреваемыми каналами для подачи в зону сварки присадочного прутка и газообразного теплоносителя, последний из которых соединен с источником газа, механизм подачи присадочного материала и щовоформующую головку, отличающееся тем, что, с целью повыщения качества щва за счет регулирования теплового режима сварки материалов различной жесткости, устройство снабжено соединенной с источником газа и с каналом для подачи его в зону сварки камерой и размещенной в ней поворотной кольцевой заслонкой с отверстиями, установленной на входной части ствола; канала для подачи прутка, выполненной с отверстиями, расположенными в одной диаметральной плоскости с отверстиями в заслонке. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 562433, кл. В 29 С 27/02, 1976. 2.Авторское свидетельство СССР № 520256, кл. В 29 С 27/02, 1975.
Фиг.1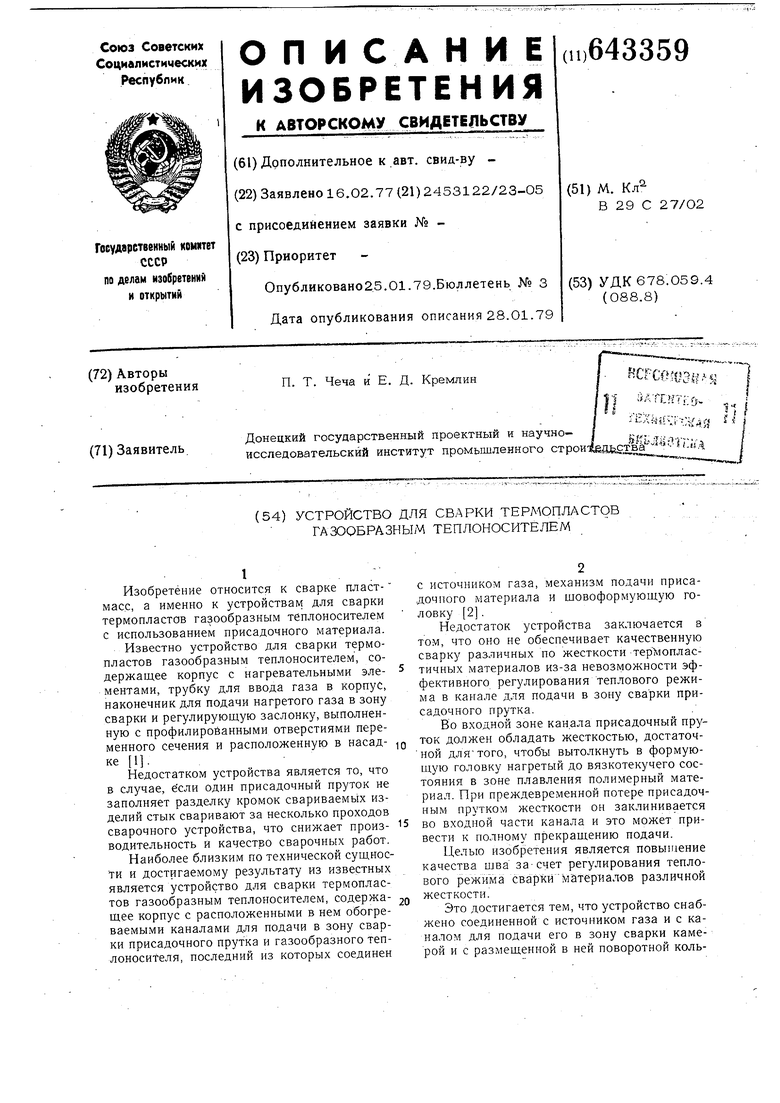
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов | 1980 |
|
SU891458A2 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |