1
Изобретение относится к области прокатного производства, в частности к коаструкции клетей цля многониточной прокаткн сортовых и фасонных профилей высокой точности.
Известна прокатная клеть, содержащая четное число (не менее четырех) рабочих валков с пересекающимися в одной точке осями, коническими бочками опирающихся друг на друга, подшипниковые опоры валкоь я дискообразную станину с отверстием в центре l.
Недостатком известной конструкции является невозможность точной сборки валков,
Описываемая прокатная клеть лишена указанного недостатка и отличается тем, что корпус опоры у болыиего основания каждого валка соединен со станиной через шарнир, корпус второй опоры выполнен со сферической наружной поверхностью и разметен в тороидальной проточке на головке винта, проходящего через гайку, установленную в отверстии в центре станины с во можностью поворота и неподвижно вдоль
оси, а бочки валков выполнены с конусностью в минусовом поле допуска, а-также тем, что шарнирное соединение корпуса опоры и станины выполнено в виде пальца, размещенного в теле станины по хорде, и крюкообразного прилива на корпусе, а головка вннта выполнена разъемной
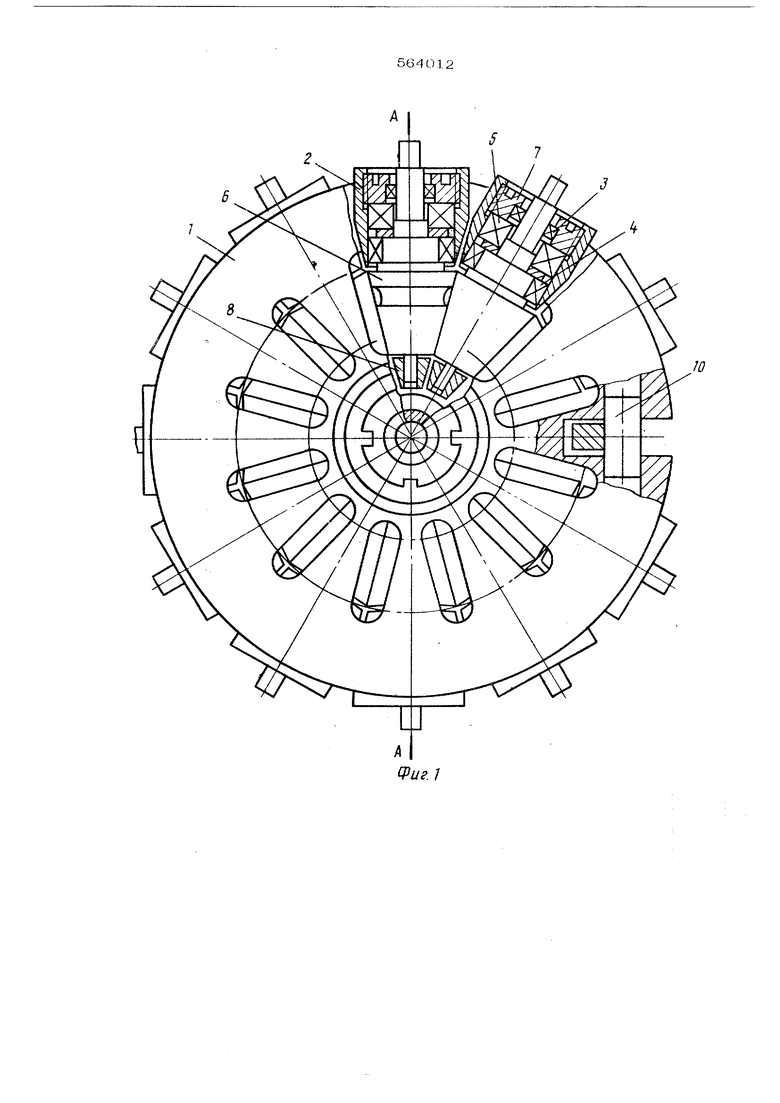
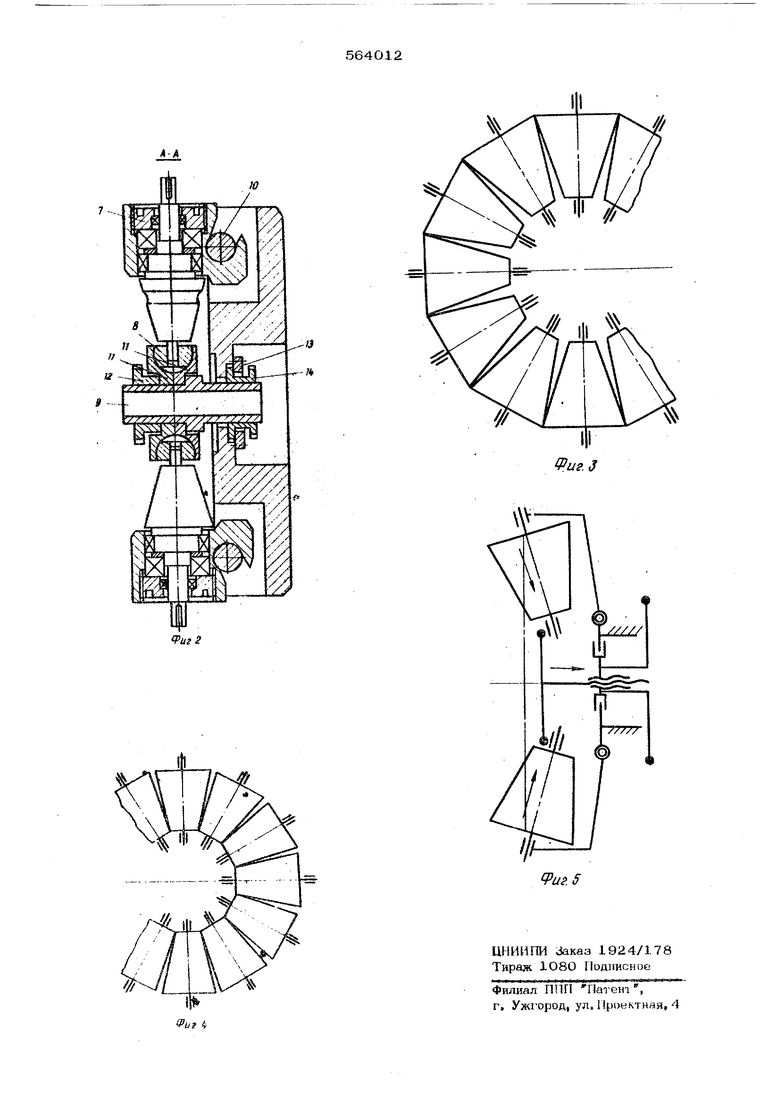
Устройство прокатной клета поясняется чертежами, где на фиг. 1 представлен общи вид прокатной клети с местными вырывами; на фиг. 2 - сечение фиг/ 1; на фиг. 3дефект сборки валков, выполненных в угловом плюсовом поле допуска; на фнг. 4 - дефект сборки валков, выполненных в минусовом угловом поле допуска, устраняемый конструктивным исполнением клети; на фиг. 5 - схема установки валков, выполненных в минусовом угловом поле допуска.
На дискообразной станине 1 с отверстием в центре и радиальными прорезями для пропуска полос шарнирно закреплен корпус 2 с радиальными поди ипниками 3 и 4 и упорным подшипником 5 цапфы конического валка 6, расположенный на стороне большего основания конуса. Подшипники
закреплены в корпусе резьбовой втулкой 7 орпус 8 подшипника у малого оснопания валка выполнен со сферической наружной поверхностью и размешен в торообразной проточке винта 9, соединенного резьбой со станиной в центральном отверстии, При таком креплении валков имеется возможность для их перемещения вдоль осей luapниров и по торообразной проточке так, чтс бааой сборки служат конические поверхности валков. Это не создает перекосов и напряжений в подшипниковых .узлах. В те: .случаях, когда валки выполнень в плюсовом угловом поле допуска (фиг.З) дефект сборки не устраним, некоторые валки будут соприкасаться в точках у больших оснований конусов.
В случае исполнения валков в минусовом поле допуска (фиг. 4) валки, расг(олагаяс1 в одной плоскости, будут соприкасаться только в точках у малых оснований конусов. Такой дефект сборки устраним поворотом .осей валков так, что их оси образую конус {фиг, 4).
Для упрощения перевалки шарнирное соединение корпуса и стани5Из1 вьтолнено из пальца 1О, закрепленного на дискообразной станине и крюкообразного прилива на корпусе. При этом торообразная цоверхкость образована двумя кольцами 11, закрепленными на винте гайкой 12. На кольцах выполнены радиусные канавки, обращенные друг к другу. Чтобы винт не вращать в процессе установки валков, выполненных в минусовом угловом поле допуска, в отверстии станины разрезной шайбой 13 закреплена гайка 14, навинченная на винт. Такое исполнение позволяет при перевалке снимать одно резьбовое кретшение. Прокат ная клеть устанавливается станиной в корпус, .содержащий привод валков.
При работе прокатной клети полосы пропускают через радиальные прорези в станине. В атих прорезях устанавливают про- водковую арматуру,
Сборка валков, выполненных в плюсовом угловом поле допуска, . 1 невозможна. Установку валков, которые вьтолнены так, что сумма удвоенных углов конусностей не превышает 360 (фиг. 4) производят в следующей последовательности. На дискообразную станину 1, расположенную горизонтально, крюкообразными приливами корпусов 2 зацепляют узлы валков за паль цы 1О и, переворачивая в горизонтальное положение, укладывают сферическими корпусами 8 на нижнее кольцо 11 при снятом верхнем. Надевают второе кольло и затягивают гайкой 12 на винте 9. Затем равномерно затягивают втулки 7 всех валков, перемещая их к центру станины. Если бочки валков выполнены в плюсовых и минусовых полях угловых допусков, валки образуют замкнутый напряженный контур без просветов по образующим конусов.
В том случае, если после затяжки образуются просветы по фиг. 4, вращением гайки 14 перемещают корпуса 8 вдоль оси станины (движения показаны стрелками на фиг. 5) так, чтобы зазоры между бочками валков были равномерными по их длине. Затем снова втулками 7 зан имают валки к центру станины.
При перевалке отвинчивают гайку 12, снимают кольцо 11 и поворотом вверх удаляют узлы валков.
аобретения
Формула
1.Прокатная клеть, содержащая четное число (не менее четырех) рабочих валков с пересекающимися в одной точке осями, коническими бочками опирающихся прут на друга, подшипниковые опоры валков и дискообразную станину с отверстием в центре, отличающаяся тем, что, с целью пов{,ш1ения точности сборки валков и тем самым, точности прокатан, корпус опоры у большего основания каждого валка соединен со станиной череэ щарнир, корпус вто рой опоры выполнен со сферической наружной поверхностью и размещен в тороидаль ной проточке на головке винта, проходящего через гайку, установленную в отверстии в центре станины с возможностью по ворота и неподвижно вдоль оси, а бочки валков выполнены с конусностью в минусовом поле допуска.
5
2.Прокатная клеть по п. 1, о т л и ччающаяся тем, что с целью обеспечения возможности перевалки, шарнирное соединение корпуса опоры и станины выполнено в виде пальца, размешенного в теле
0 станины по хорде, и крюкообразного прилива на корпусе, а головка винта выполнена разъемной.
Источники информааии, принятые во внимание при экспертизе:
5
1. Авторское свидетельство СССР № 2044791, кл. В 21 В 13/1О, 1974
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1977 |
|
SU828494A1 |
| Кассета с коническими рабочими валками прокатной клети | 1977 |
|
SU619228A1 |
| Прокатная клеть для многониточной прокатки | 1976 |
|
SU687669A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Устройство для измерения усилий при непрерывной прокатке | 1981 |
|
SU995942A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Прокатная клеть | 1975 |
|
SU601863A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1458040A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |