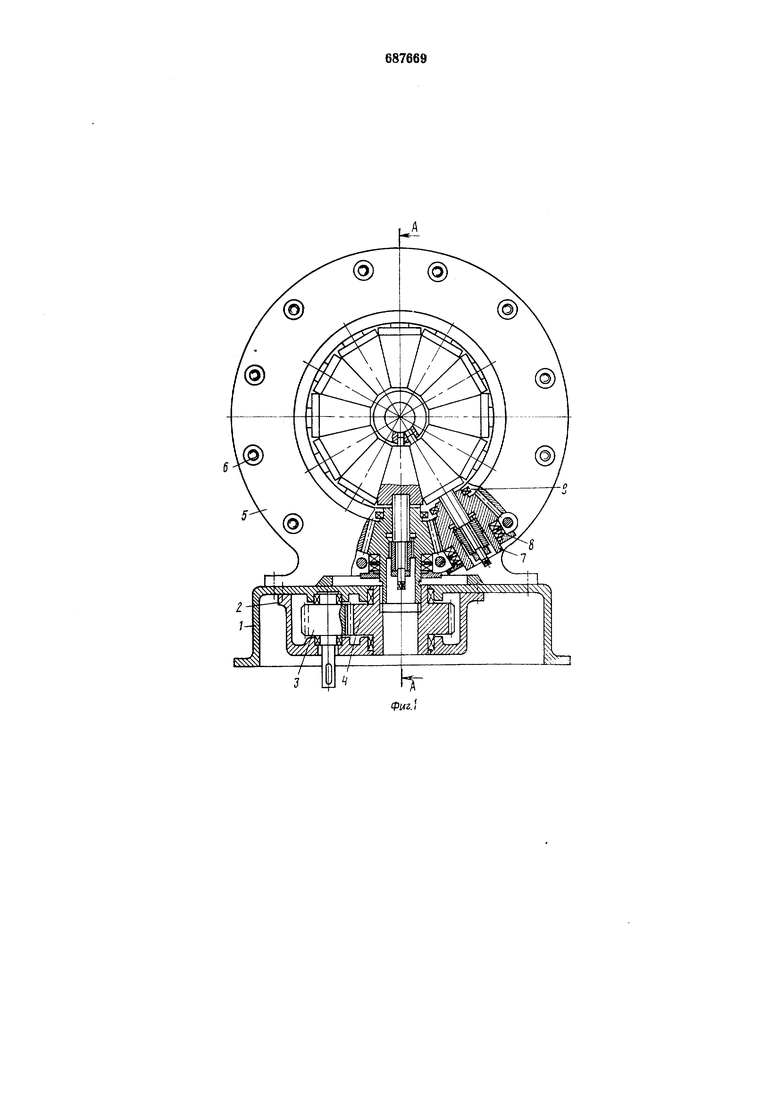
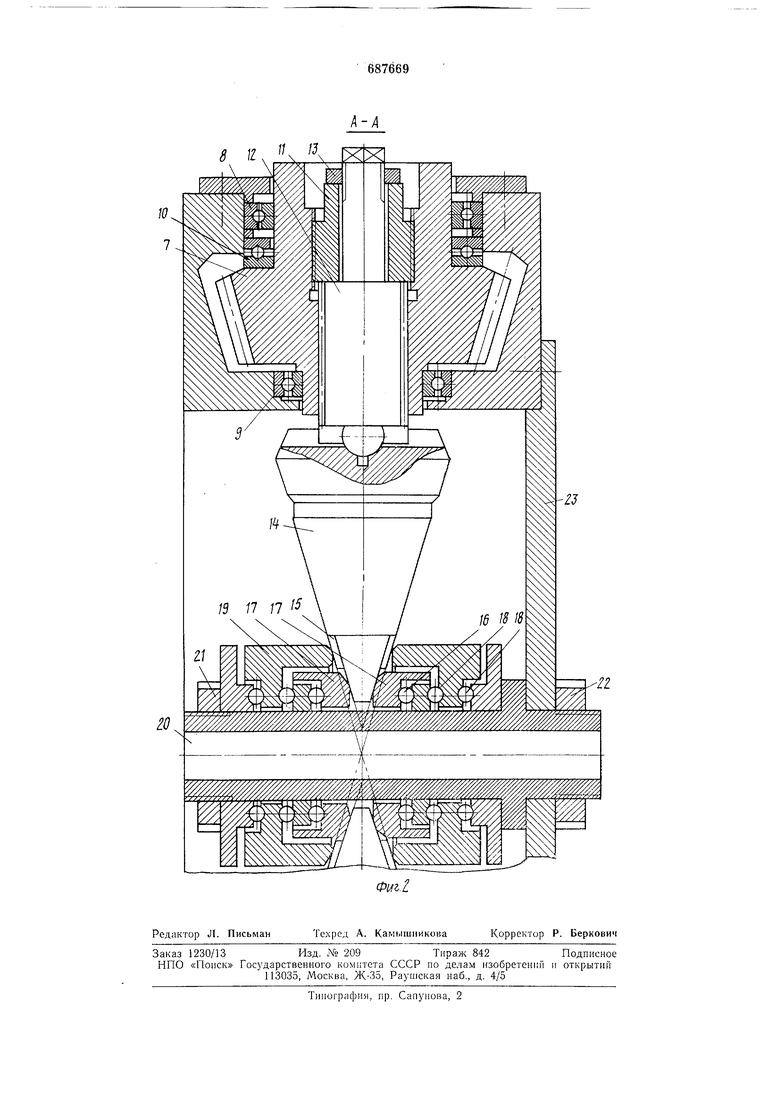
Половинки станины с выемками на торцах рбразуют кольцевую полость, в которой .размещены (четное число, не менее четырех) конические шестерни 7 привода валков. Радиальные 8 и 9 и упорный 10 подшипники каждой конической шестерни установлены в радиальных расточках станины так, что их оси лежат в плоскости разъема станины. Одна из конических шестерен снабжена удлиненной ступицей со шлицами и соединена с цилиндрической ш естерней привода, размещенной в корпусе рамы. В осевой полости каждой конической шестерни размещен полый нажимной винт 11 и шлицевой плавающий вал 12 с контргайкой 13. Концы этих валов входят в отверстия на торцах конических рабочих валков 14. При этом для передачи крутящего момента на конце плавающего вала имеется лопатка, входящая в поперечный шлиц на торце конического валка. Половина общего числа конических рабочих валков выполнена удлиненными к точке пересечения осей, а конусные поверхности удлинений выполнены так, что воображаемые вершины конусов смещены от точки пересечения осей валков. Другая половина валков 15 выполнена укороченными и размещена поочередно с удлиненными. По обе стороны удлиненных рабочих валков, на упорных подщипниках 16 установлены шайбы 17 так, что их торообразные поверхности прижаты к коническим поверхностям валков. По обе стороны укороченных валков на подшипниках 18 установлены щайбы 19 большого диаметра, которые прижаты к валкам торообразными поверхностями. Упорные подшипники обеих пар шайб закреплены на трубчатой оси 20 при помощи гайки 21. Ось 20 гайкой 22 закреплена в отверстии дискообразной кассеты 23, которая установлена в кольцевой станине клети. При работе клети вращение коническим рабочим валкам 14 и 15 передается от цилиндрических шестерен 3 и 4 через конические шестерни 7 и шлицевые валы 12, которые лопатками входят в торцевые шлицы на рабочих валках. Валки 14, зажатые шайбами 17, вращаются в противоположном направлении валкам 15, зажатым между шайбами 19. При этом каждая пара вращающихся шайб выполняет роль общего подшипника для соответствующей группы рабочих валков. Торообразные поверхности каждой пары шайб позволяют компенсировать возможные неточности изго69 товления этих шайб, а также возможные неточности их установки. Необходимая жесткость в направлении оси прокатки обеспечивается радиальными 8 и 9 подшипниками и упорными подшипниками 16 и 18 шайб, которые могут быть подобраны достаточных размеров и жесткости. При перевалке валков полые винты 11 вывинчивают из шестерен 7 так, что плавающие валы выходят из торцевых отверстий и шлицов рабочих валков 14 и 15. В этом случае контргайки 13 служат упорами для полых винтов 11. Затем отвинчивают гайку 21 и снимают две шайбы 17 и 19 с упорными подшипниками 16 и 18 с оси 20. После этого валки свободно вынимают из кассеты 23. Установку рабочих валков производят в обратной последовательности. При этом валки 14 и 15 укладывают поочередно на шайбы 17 и 19, установленные на оси 20 и расположенные ближе к дискообразной кассете 23, и каждый валок соединяют с соответствующим плавающим валом 11. После установки всех валков, на ось 20 устанавливают две шайбы 17 и 19 с подшипниками, которые закрепляют гайкой и при регулировке валков затягивают полые винты 11 так, чтобы рабочие валки соприкасались коническими поверхностями без зазоров, а гайку 21 затягивают так, чтобы не было люфтов между торообразными поверхностями О1айб и соответствующими поверхностями валков. Описываемая клеть при соответствующих профилировках валков может быть использована в качестве универсальной клети для прокатки сортовых и фасонных профилей. Формула изобретения Прокатная клеть для многониточной прокатки, включающая станину с внутренней кольцевой полостью, в которой размещено четное число зацепляющихся друг с другом полых конических шестерен, дискообразную валковую кассету, закрепленную в станине, подвижные валы, размещенные в конических шестернях и соединенные с торцами конических рабочих валков, отличающаяся тем, что, с целью повышения жесткости клети в направлении оси прокатки, в центральном отверстии дискообразной кассеты установлена ось, на которой посредством упорных подшипников закреплены две пары шайб, торообразные поверхности которых прижаты к чередующимся удлиненным и укороченным коническим поверхностям рабочих валков по обе стороны плоскости осей вращения валков.
.й:13
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета с коническими рабочими валками прокатной клети | 1977 |
|
SU619228A1 |
| Прокатная клеть | 1975 |
|
SU601863A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ТРЕХВАЛКОВАЯ ЧИСТОВАЯ КЛЕТЬ РЕДУКЦИОННОГО (КАЛИБРОВОЧНОГО) СТАНА | 1966 |
|
SU216592A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Прокатная клеть | 1979 |
|
SU925449A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1976 |
|
SU564012A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Прокатная клеть | 1987 |
|
SU1507466A1 |