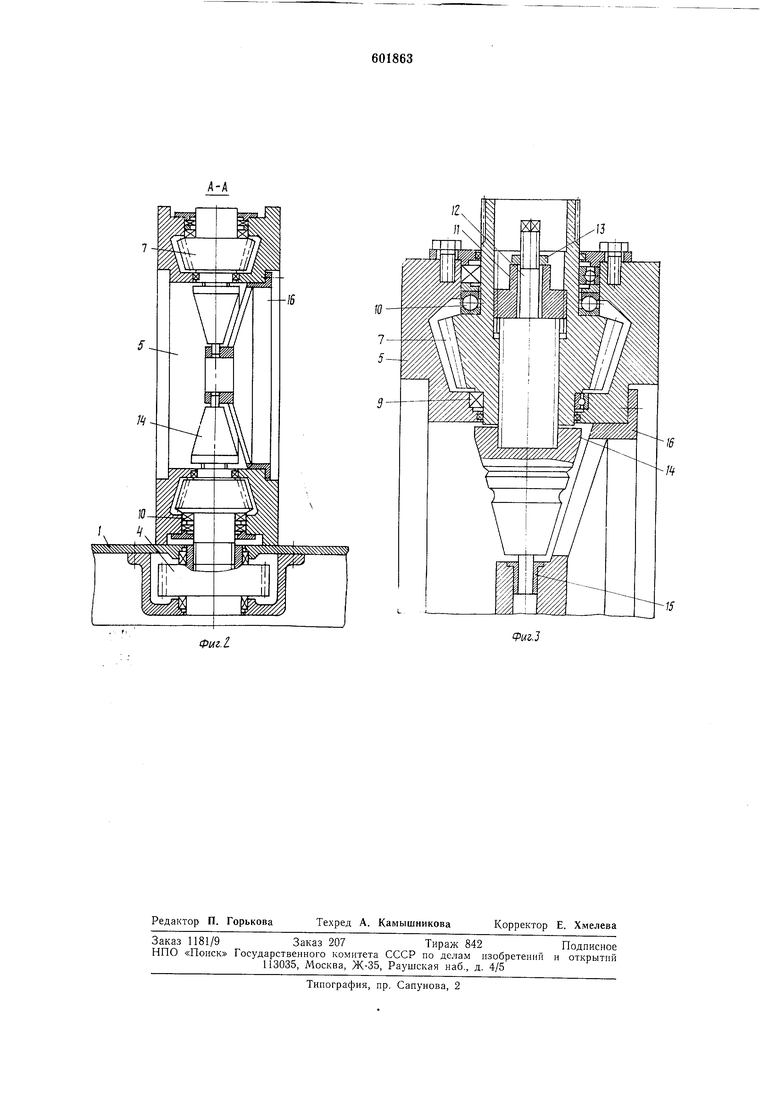
кой 13. Концы валов входят в отверстия на торцах конических валков 14, которые своими цапфами у малых оснований закреплены в подшипниках 15 дискообразной кассеты 16, размещенной на станине клети.
Вращение передается через цилиндрические шестерни 3 и 4 и нилснюю шестерню 7 всем коническим шестерням, размещенным в кольцевой полости, и от каждой конической шестерни через плавающие валы 12 коническим валкам 14 клети.
Прокатываемые полосы подают через проводки (на чертежах не показаны), -установленные в сквозных радиальных прорезях на дискообразной кассете 16. При использовании прокатной клети для многониточной прокатки сортовых профилей на конических бочках валков нарезают одинаковые ручьи. В случае применения клети для прокатки различных фасонных профилей на конических поверхностях валков нарезают нужное количество фасонных ручьев.
Перевалку осуществляют в следующей последовательности.
Торцовым ключом вывинчивают полые винты 11 из осевых отверстий конических шестерен. При этом винты упираются в гайки 13 и вытягивают плавающие шлицевые валы 12 из валков. Когда все валы разъединены с коническими валками, кассету 16 снимают со станины вместе с валками. При замене валков в кассете демонтируют подшипники 15 кассеты. Установку кассеты с валками производят в обратной последовательности.
Предлагаемая прокатная клеть может быть использована в массовом производстве сортовых профилей и в мелкосерийном производстве фасонного проката.
Формула изобретения
1. Прокатная клеть преимушественно для многониточной прокатки сортовых профилей, включающая станину замкнутого профиля, четное число конических рабочих валков с пересекающимися в одной точке осями, опирающихся бочками друг на друга, отличающаяся тем, что, с целью
уменьшения металлоемкости прокатной клети, замкнутая кольцевая станина выполнена с внутренней кольцевой полостью, сообщающейся с радиальными цилиндрическими расточками, в которой размещено
четное число зацепляющихся друг с другом конических шестерен, закрепленных на шейках конических валков, подшипники которых размещены в цилиндрических расточках кольцевой станины.
2. Клеть по п. 1, отличающаяся тем, что, с целью сокращения трудоемкости и продолжительности перевалки, конические рабочие валки снабжены цапфами у малых оснований, которые закреплены в -подшипниках дискообразной кассеты, закрепленной на кольцевой станине, а конические шестерни привода валков выполнены полыми и снабжены подвижными вдоль оси валами, входящими в углубления конических валков на торцах их больших оснований, и, в свою очередь, снабженными полыми винтами, входящими в осевые резьбовые отверстия конических шестерен.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке №2044791, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть для многониточной прокатки | 1976 |
|
SU687669A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1974 |
|
SU500820A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Кассета с коническими рабочими валками прокатной клети | 1977 |
|
SU619228A1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Прокатная клеть | 1976 |
|
SU599414A1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |