1
Изобретение относится к обработке ме- талпов давлением и может быть использовано при производстве изделий типа колец юдшипников поперечно- шснговой прокаткой.
Известен сган поперечно- винтовой прокатки изделий типа копеп подшипников из гильзы, содержащий установленные в станине профилирующие валки и закрепленную на выходной стороне стана вдоль оси прокаткк выводную трубу.
При прокатке штучных тел вращения из прутка или из гильзы, образуются концевые неоформленные; заготовки, подлежащие от браковке и удалению с пинии прокатки в отдельную тару.
Удаление концевых заготовок вручную создает трудоемкость рроцесса хфокатки, кроме того, высокая скорость прокагки в винтовых калибрах; ведет в тому, что, часть бракованных заготовок попадает на дальней- щую механическую и термическую Обработку, что снижает производительность процесса.
Цель изобретения -снизить трудоемкость процесса прокатки и повысить производи- ,тепьность ее .
Это достигается тем, что стан снабжен устройством для отбраковки концевых заготовок, состоящим из подвижной проводки, привода ее рабочего перемещения, датчика положения крайней зш отовки, установленного на выводной трубе, счетчика имлулсов, закрепленного на входной стороне с стана, и связанного электрически с датчиком и с приводом проводки, а таюке стапкивателя заготовок, установленного нашути перемещения проводки.
Привод проводки выполнен в виде имеющего возможность поворотного движения Зэ(вуплечего рычага, на одном плече которого смонтирована проводка, и силового цилиндра, установленного на втором ппече рычага
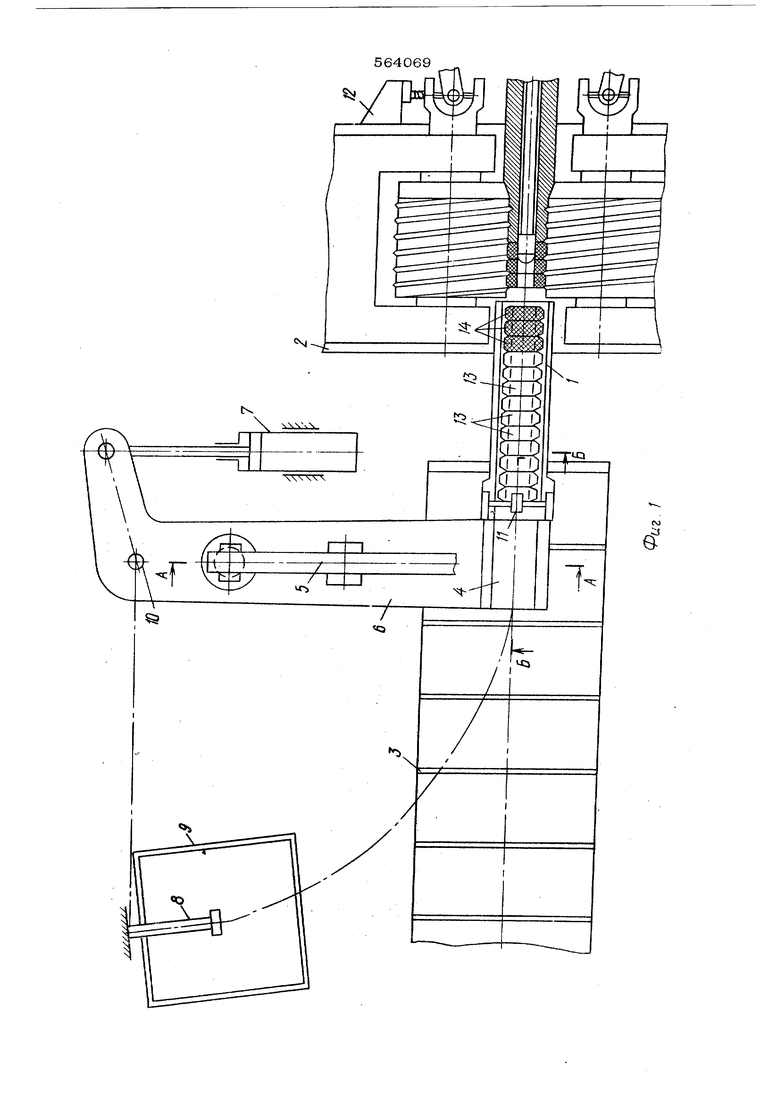
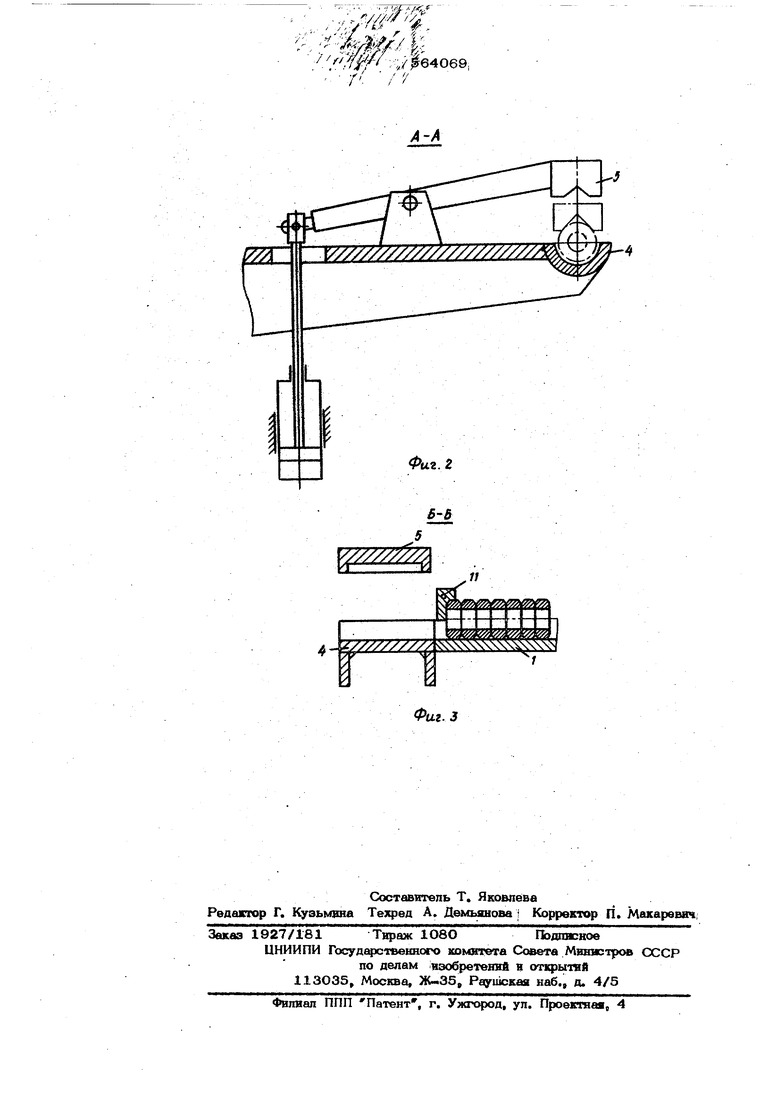
На фиг. I il показан предлагаемый стан, общий вид;т1а фиг. 2 и 3 - то же, разрезы А - А и Б - Б фиг. 1.
Стан для поперечно - винтовой прокатки содержит неподвижную выводную трубу 1, установленную на выходной стороне клети 2 над уборочным транспортером 3.
Подвижная проводка 4 с прижимом 5 цазмещена на двуплечем рычаге 6, одно
ппечо которого связано с силовым цилинД ром 7«, На пути перемещения проводкн установлен стапкиватель заготовок, выполвенный в виде неподвижного упора 8 и ; тары 9 для приема концевых недокатшшых заготовок. Двуплечий рычаг установлен с возможностью поворота вокруг оси 1О, На выводной трубе установлен датчик 11 положения крайней заготовки, который дает сигнал на включение счетчика имлупьсов 12, пропорциональных оборотам валков стана в момент начала поступательного движения прокатных заготовок 13 и концевых недокатанных .{заготовок 14. Стан работает следующим образом. После прокатки .первой гильзы неподвиж ная выводная труба 1 заполнена некоторым заранее известным для данного типа колец, количеством годных штучных заготовок 13, включая последние недокатанные 14. После /подачи в валки следующей гильзы на- чинаетсяформование ;Штучных заготовок, причем за один оборот валков (при однозаходной калибровке) прокатывается одна заго - товка. Выходящий йз валков поток штучных заготовок начинает продвигать в осевом направлении заготовки, заполнявшие неподвижную выводную трубу 1, при этом, на стыке предыдущей ипоследующей гипьз группируются одно за другой в количестве 2 - 6 шт, подлежащие отбраковке штучные заготовки, из которых: первые 1-Зшт являются последними концевыми заготовками 14 от предыдущей гильзы, а другие 13 являются первыми недокатанными заготовками от последующей гильзы. Перемещаемые в осевом направлениии из неподвижной выводной трубь 1 годные штучные заготовки 13 поступают в проводку 4, сво бодно проходят через нее и падают на ле№ ту уборочного транспортера 3, причем начало перемещения штучных заготовок из неподвижной выводной трубы фиксируется датчиком 11 положения крайней заготовки установленном на свободном, конце выводной трубы , дающим комавду в схему автоматического управления на начало отсчета импульсов, пропоршюнальных оборотам валков форм.овочного стана, при помощи счетчика имлульсов 12. После отсчета заданного числа импульсов, при котором концевые заготовки перемещаются в подвижную проводку 4, расположе5шую вплотную к ВЫВОД.НОЙ трубе соосно, ей подается
сигнал .на включение прижима 5 и поворота рычага 6 н& зада.нный угол.
При повороте рычага, проводка наезжает на неподвижный упор 8, сбрасывая концевые заготовки в отдель 1ую тару 9.
По окончании прокатки гильзы проводка 4 возвращается в исходное положение, стан готов к следующему циплу прокатки.
Формула изобретения
1,Стан поперечно - винтовой, прокатки, содержащий установленные в станине профилирующие валки и закрепленную на выходной стороне стана вдоль оси прбкат- ки выводную трубу, отличаюшийс я тем, что, с целью повышения производительности и снижения трудоем:Кости, он снабжен устройством для отбраковки концевых заготовок, состоящим из подвижной проводки, привода ее .рабочего перемещения, датчика положения крайней: заготовки, установленного на выводной трубе, счетчика импульсов, закрепленного на входной стороне стана, и связанного электрически с дат- чнкрм и с приводом проводки, а также сталкиВателя заготовок, установленного на пути перемещения проводки.
2.Стан по п. 1, о т л и ч а ю щ и йс я тем, что привод проводки выполнен в виде имеющего возможность ловоротного движения двуплечего рычага, на одном плече которого смонтирована проводка, и
си гового цилтощра, установленного на втором плече рычага.
564069
-:.
...- 164069:
/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ЗАДНЕГО КОНЦА ЦИЛИНДРИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ ДЛЯ ПРОКАТКИ В ТРЕХВАЛКОВЫХ СТАНАХ ВИНТОВОЙ ПРОКАТКИ | 2017 |
|
RU2659559C1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Автоматическая линия поперечно-клиновой прокатки заготовок, преимущественно длинномерных штанг | 1989 |
|
SU1690927A1 |
| Способ поперечно-винтовой прокатки и стан для его осуществления | 1984 |
|
SU1251988A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| Вакуумный прокатный стан | 1985 |
|
SU1359023A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| Автоматическая линия для производства изделий переменного сечения | 1988 |
|
SU1540914A1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
.9
Фиг. 2
