А
фиг1
заготовки в прокатную клеть ее удаление осуществляется с помощью МУБЗ 9. Работа МУБЗ 9 осуществляется следующим образом: выталкивателем заготовка перемещается в ВП 4, откуда с помощью рычагов передается на базирующие элементы МОНЗ 3, которые поворотом сбрасывают ее
в тару, Механизм загрузки заготовок в про-
катную клеть, МОНЗ 3 и ВП 4 установлены на одной каретке, подвижной вдоль оси прокатки, Данная автоматическая линия обеспечивает как отбраковку недогретых заготовок, так и возврат некондиционных заготовок из прокатной клети, что повышает выход из клети качественных изделий. 1 з.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Линия поперечно-клиновой прокатки | 1989 |
|
SU1703233A1 |
| Автоматическая линия для производства изделий переменного сечения | 1986 |
|
SU1444044A1 |
| Линия для поперечно-клиновой прокатки изделий | 1988 |
|
SU1540915A1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| Автоматическая линия для производства изделий переменного сечения | 1988 |
|
SU1540914A1 |
| Способ прокатки изделий переменного сечения | 1987 |
|
SU1579615A1 |
| Проводка для стана поперечно-клиновой прокатки | 1986 |
|
SU1488085A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
Изобретение относится к обработке металлов давлением для изготовления периодических профилей на автоматических линиях поперечно-клиновой прокатки из длинномерных штанг. Цель изобретения - повышение качества изделий. Автоматическая линия поперечно-клиновой прокатки, содержащая механизм 1 загрузки заготовок в нагреватель, нагреватель 2 с датчиком контроля температуры нагрева, механизм отбраковки недогретых заготовок (МОНЗ) 3 в тару 6 и механизм 7 загрузки заготовок в прокатную клеть 5, снабжена входной проводкой (ВП) 4 и механизмом удаления бракованных заготовок (МУБЗ) 9 из клети во входную проводку до процесса прокатки и из входной проводки на базирующие ролики механизма отбраковки недогретых изделий. Механизмом загрузки заготовок 1 заготовки подаются в нагреватель 2, откуда роликами на базирующие элементы МОНЗ 3. Если заготовка недогрета, то базирующие элементы МОНЗ 3 поворачиваются в сторону тары и сбрасывают ее. В случае полного прогрева базирующие элементы МОНЗ 3 поворачиваются в сторону ВП 4, откуда механизмом загрузки 7 подаются в прокатную клеть 5. В случае попадания бракованной Ё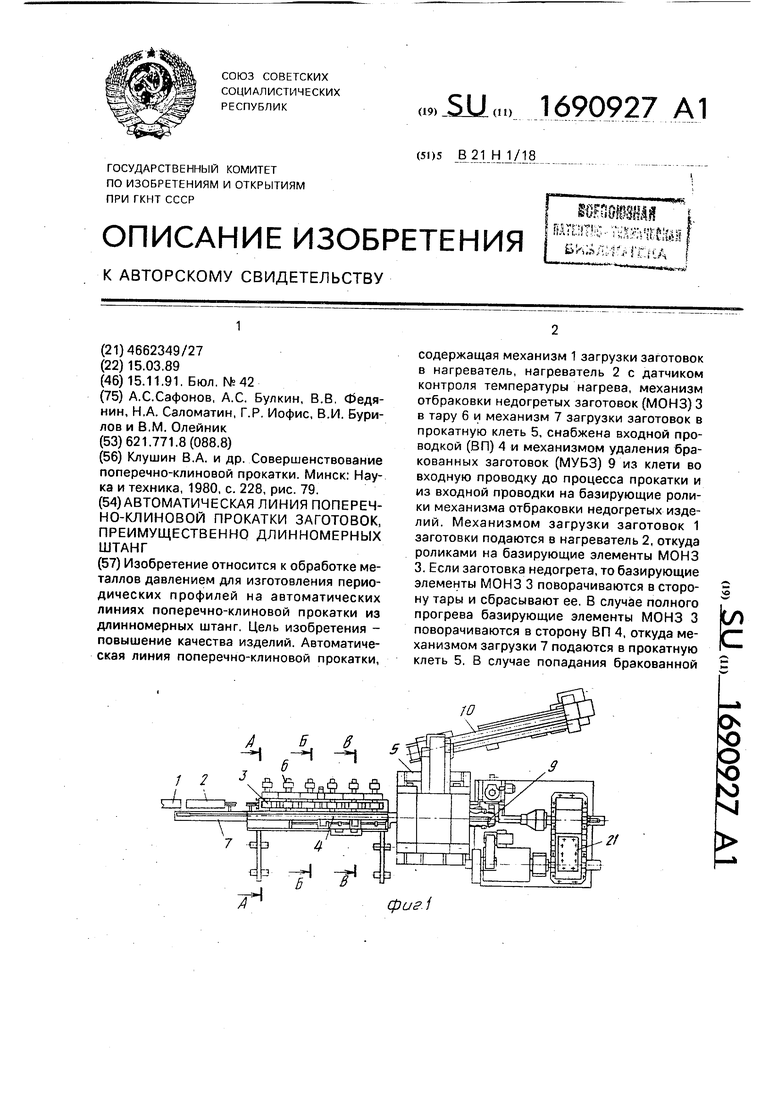
Изобретение относится к обработке металлов давлением для изготовления периодических профилей на автоматических линиях поперечно-клиновой прокатки из длинномерных штанг.
Целью изобретения является повышение качества изделий.
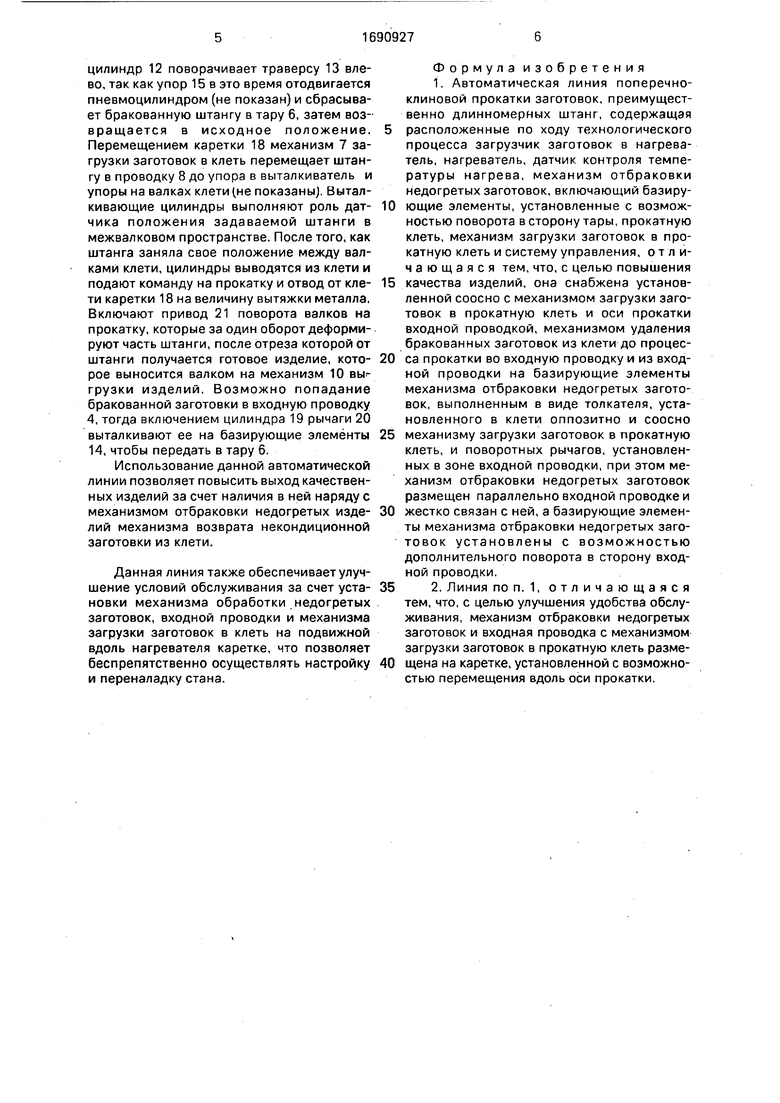
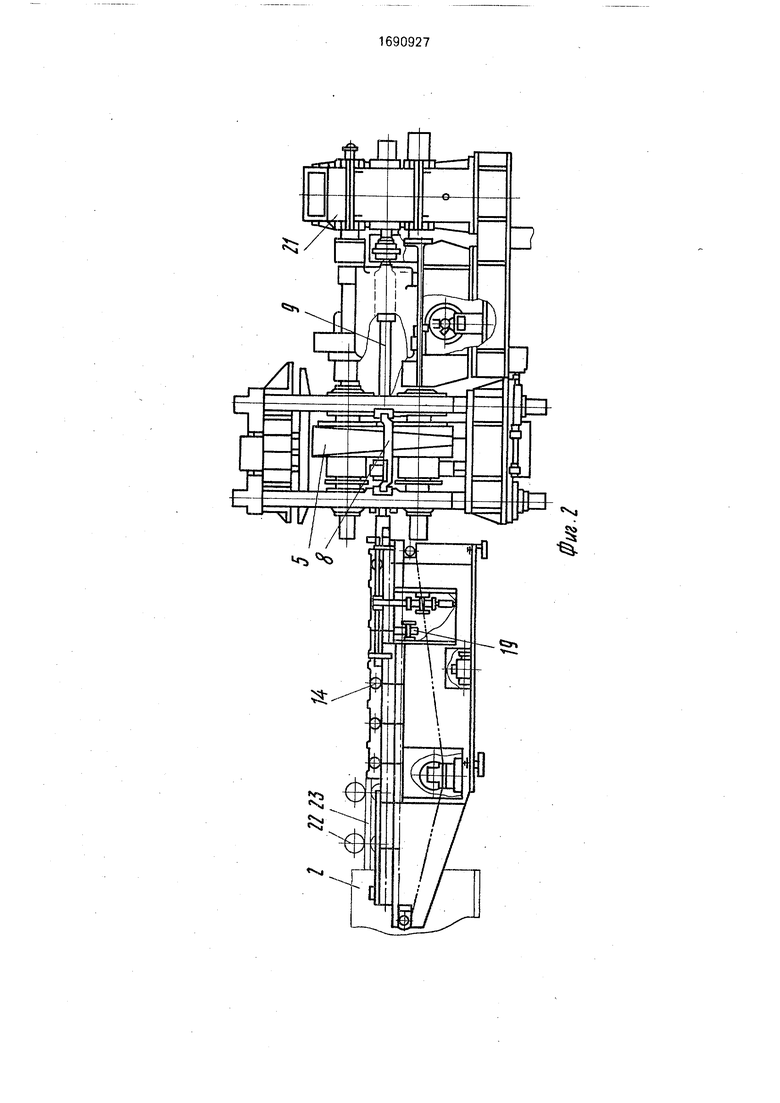
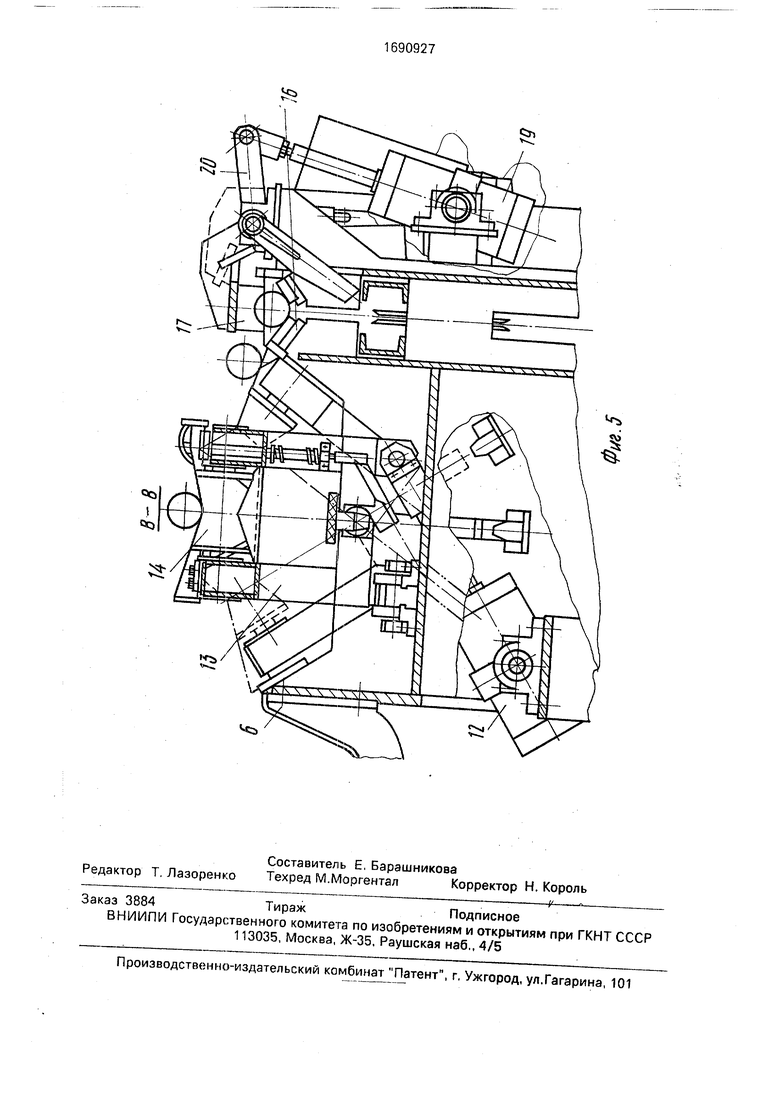
На фиг. 1 изображена автоматическая линия поперечно-клиновой прокатки, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - разрез А-А на фиг, 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг 5 - разрез В-В на фиг. 1.
Автоматическая линия поперечно-клиновой прокатки включает расположенные в технологической последовательности и связанные системой управления механизм 1 загрузки заготовок в нагреватель, нагреватель 2, механизм 3 от&раковки недогретых заготовок с базирующими элементами, входную проводку 4, прокатную клеть 5, тару 6, механизм 7 загрузки заготовки в межвалковую проводку 8, механизм 9 удаления бракованных заготовок из прокатной клетм до процесса прокатки во входную проводку и из входной проводки на базирующие элементы механизма 3 отбраковки недогретых заготовок и механизм 10 выгрузки изделий,
Механизм 3 отбраковки недогретых заготовок выполнен в виде смонтированных на подвижной вдоль стана каретки 11 поворотных от цилиндра 12 траверс 13 с базирующими элементами 14, угол поворота которых со стороны тары 6 ограничен убирающимся упором 15, а со стороны входной проводки 4 - ее торцом,
Входная проводка 4 представлена наклонно расположенными к корпусу планками 16 и откидной крыш кой 17, в продольной щели корпуса которой встроен механизм 7 загрузки заготовок в прокатную клеть в виде смонтированного на подвижной вдоль проводки каретке 18 Г-образного штока, предназначенного для заталкивания штанги в межвалковую проводку 8. Механизм 9
выполнен в виде толкателя, расположенного оппозитно механизму 7 загрузки заготовки в прокатную клеть и соосно ему, предназначенного для аварийного удалеиия заготовки из прокатной клети, и поворотных от цилиндра 19 рычагов 20, предназначенных для выброса заготовки из входной проводки 4 на базирующие элементы 14, а затем с них в тару 6.
Для вращения валков рабочей клети предусмотрен привод 21. Для вытяжки горячей заготовки из нагревателя 2 установлены ролики 22, которыми штанга передается на базирующие элементы 14 механизма 3. Заготовка 23, механизм отбраковки недогретых изделий, входная проводка и механизм загрузки заготовок в клеть размещены на каретке 11, возвратно-поступательное перемещение которой по направляющим
вдоль клетм и нагревателя осуществляется при наладках стана или при перевалке валков клети. Эта операция производится для освобождения пространства перед клетью и создания удобств оператору для обслуживания оборудования, так как при этом все подходы к узлам и механизмам регулировки, настройки взаимного положения валков относительно друг друга освобождены и имеется возможность визуального осмотра и
контроля.
Работа автоматической линии. Исходное положение механизмов стана: траверсы 13 в вертикальном положении, каретка 11 - в левом, крышка 17 - отброшена, рычаги 20 - в правом положении.
Механизмом 1 заготовки 23 подаются в нагреватель 2, откуда роликами 22 передаются на базирующие элементы механизма 3, температура штанг контролируется датчиками системы управления (не показаны), в случае полного прогрева заготовки включается цилиндр 12, который поворачивает траверсу 13 вправо и перебрасывает штангу в входную проводку 4, закрывает проводку
крышкой 17. Если заготовка недогрета, то
цилиндр 12 поворачивает траверсу 13 влево, так как упор 15 в это время отодвигается пневмоцилиндром (не показан) и сбрасывает бракованную штангу в тару 6, затем возвращается в исходное положение. Перемещением каретки 18 механизм 7 загрузки заготовок в клеть перемещает штангу в проводку 8 до упора в выталкиватель и упоры на валках клети (не показаны). Выталкивающие цилиндры выполняют роль дат- чика положения задаваемой штанги в межвалковом пространстве. После того, как штанга заняла свое положение между валками клети, цилиндры выводятся из клети и подают команду на прокатку и отвод от кле- ти каретки 18 на величину вытяжки металла. Включают привод 21 поворота валков на прокатку, которые за один оборот деформируют часть штанги, после отреза которой от штанги получается готовое изделие, кото- рое выносится валком на механизм 10 выгрузки изделий. Возможно попадание бракованной заготовки в входную проводку 4, тогда включением цилиндра 19 рычаги 20 выталкивают ее на базирующие элементы 14, чтобы передать в тару 6.
Использование данной автоматической линии позволяет повысить выход качественных изделий за счет наличия в ней наряду с механизмом отбраковки недогретых изде- лий механизма возврата некондиционной заготовки из клети.
Данная линия также обеспечивает улучшение условий обслуживания за счет уста- новки механизма обработки недогретых заготовок, входной проводки и механизма загрузки заготовок в клеть на подвижной вдоль нагревателя каретке, что позволяет беспрепятственно осуществлять настройку и переналадку стана.
Формула изобретения
«х
s ifb
s
Чэ
СЛ
| Клушин В.А | |||
| и др | |||
| Совершенствование поперечно-клиновой прокатки | |||
| Минск: Наука и техника, 1980, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
