Изобретение относится к обработке металлов давлением.
Цель изобретения, - повышение производительности .
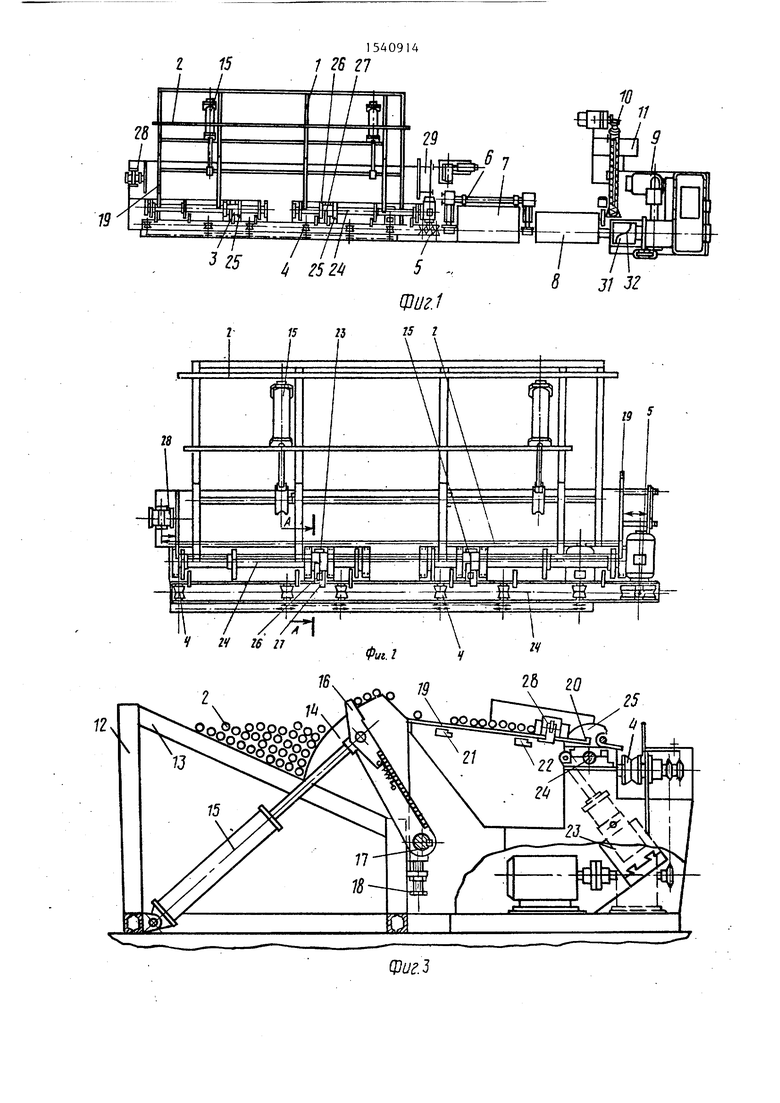
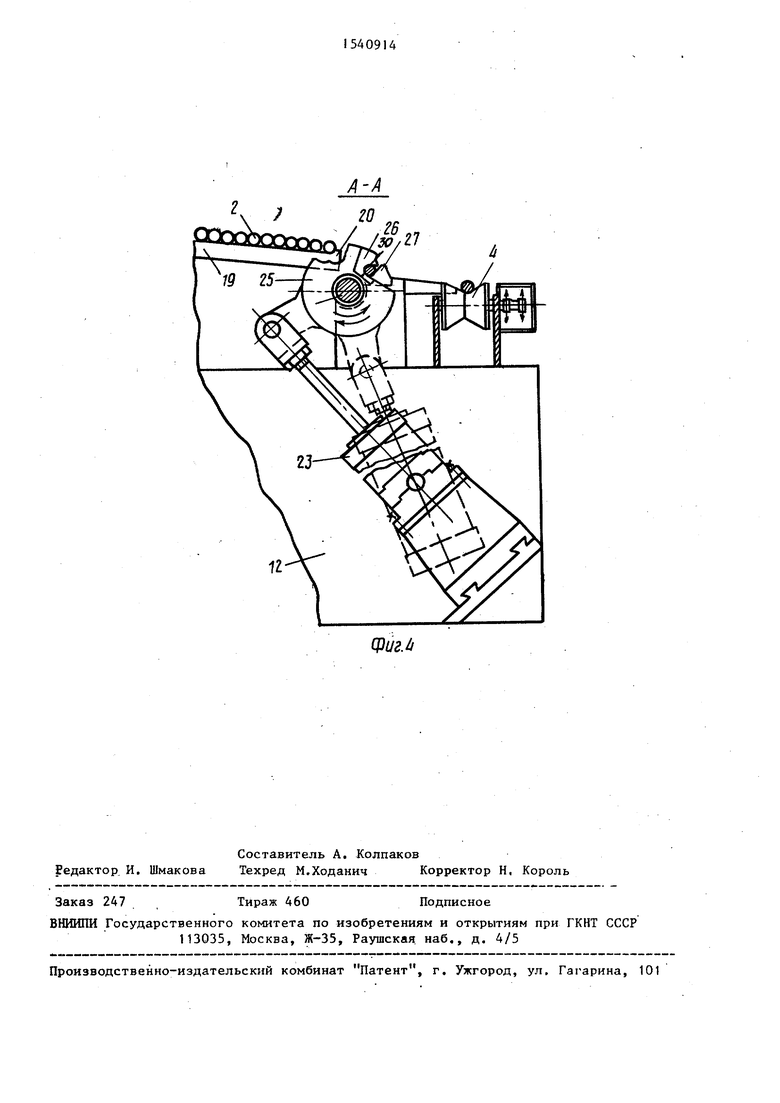
На фиг. 1 показана предлагаемая линия, общий вид, в плане; .2- загрузчик линии, вид в плане; на фиг. 3 - то же, вид сбоку; на фиг.4- сечение А-А на фиг. 2.
Автоматическая линия для производства изделий переменного сечения со- держит установленные в технологической последовательности и связанные, системой управления загрузчик 1 заготовок 2 в виде длинномерных штанг
с поштучной выдачей их в механизм 3 пореза на мерные части (заготовки), транспортирующие ролики 4, правильные
ролики 5, механизм 6 задачи заготовок- в нагревательное устройство 7, проводку 8 и стан 9 поперечно-клиновой прокатки с механизмом 10 выгрузки прокатанных и порезанных в стане готовых штучных изделий в короба 11.
Загрузчик 1 содержит смонтированный на станине 12 поворотный бункер для пакета длинномерных штанг 2, образованный наклонными неподвижными балками 13 и жестко прикрепленными к ним секторными пластинами 14, приел
Јь
О
to
Јъ
водной механизм ворошения и порядной выдачи штанг в виде силового цилиндра 15, шток которого шарнирно связан с двуплечими ломающимися рычагами 16, ось 17 поворота плеч которых установлена с возможностью смещения в вертикальном направлении посредством регулировочного винта 18. Это необходимо при настройке рычага 16 на чу штанг другого диаметра. Верхний срез пластин 14 соединен с порядным накопителем 19, в конце которого установлен упор 20 для заготовок 2. Накопитель 19 снабжен электрически связанными с цилиндром 15 и контролирующими его- заполнение конечными выключателями 21 и 22. Перед упором 20 установлены поворотные от силовых цилиндров 23 вокруг оси 24 дисковые дозаторы 25, предназначенные для поштучной выдачи штанг на механизм 3 пореза, выполненный в виде нескольких
пар передвижных вдоль штанги ножей 26 и 27 и торцевых относительно штанг 25 упоров 28 и 29, при этом один из но- жьй 26 смонтирован в пазу дозатора 25, а противоположный ему 27 - на станине 12. На дозаторах 25 и ножах 26 выполнены пазы 30 для отсечения за- зд хватываемых заготовок. Стан 9 имеет клиновые прокатные валки 31 с отрезными ножами 32, снабжен механизмом 10 выгрузки прокатанных изделий и коробами 11 для готовых изделий.
Линия работает следующим образом.
Пакет длинномерных штанг укладывают цеховым краном на загрузчик 1. Задающими рычагами 16 штанги подаются
на накопитель 19, заполнение которого 4Q тельНыми отрезными контролируется конечными выключателями 21 и 22. В конце накопителя у упора 20 крайняя штанга прижимается с торца подвижным упором 28 к неподвиж35
1. Автоматическая линия водства изделий переменног содержащая установленные в ческой последовательности системой управления и тран средством загрузчик длинно штанг с дозатором, выполне виде установленных на валу ностью поворота дисков с п пазами на периферии для ра штанг, механизм задачи шта вательное устройство с вхо водкой в прокатный стан, и ки, несущие отрезные ножи, механизм выгрузки прокатан лий, отличающая
ности,она снабжена установ вдоль транспортного средст с возможностью перемещения
средств
этом каждое средство выпол де ножа, смонтированного в ном пазу упомянутого диска
лируемого торцового упора, ному упору 29. Затем поворачивают до-45 закрепленного на станине, затор цилиндром 23 и штанга переноситJQ75 0
409144
товки), которые по склизу скатываются на транспортирующие ролики 4, перемещающие заготовки к правильным роликам 5. После этого механизмом 6 заготовки подаются в нагревательное устройство 7, проводку 8 и в стан 9. После прока тки валками 31 и отрезки ножами 32 концевых отходов от прокатанных изделий они механизмом 10 поштучно передаются в короб 11,
Изобретение позволяет повысить производительность за счет возможности совмещения технологических переходов - подачи штанг с одновременной их порезкой на мерные .
Формула изобретения
1. Автоматическая линия для производства изделий переменного сечения, содержащая установленные в технологической последовательности и связанные системой управления и транспортным средством загрузчик длинномерных штанг с дозатором, выполненный в виде установленных на валу с возможностью поворота дисков с профильными пазами на периферии для размещения штанг, механизм задачи штанг в нагревательное устройство с входной проводкой в прокатный стан, имеющий валки, несущие отрезные ножи, а также механизм выгрузки прокатанных изделий, отличающаяся тем,
тельНыми отрезными
ности,она снабжена установленными вдоль транспортного средства-попарно с возможностью перемещения дополнисредствами, при
этом каждое средство выполнено в виде ножа, смонтированного в профильном пазу упомянутого диска, и регужестко
лируемого торцового упора, закрепленного на станине, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Автоматическая линия для производства изделий переменного сечения | 1986 |
|
SU1444044A1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| Стан поперечно-клиновой прокатки | 1988 |
|
SU1636101A1 |
| Стан для прокатки зубчатых профилей | 1987 |
|
SU1468634A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Автоматическая линия поперечно-клиновой прокатки заготовок, преимущественно длинномерных штанг | 1989 |
|
SU1690927A1 |
| Трехвалковый стан поперечно-винтовой прокатки круглых периодических профилей | 1977 |
|
SU975165A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение производительности. Длинномерные штанги из загрузчика 1 подаются в накопитель 19. Поворотом дисковых дозаторов (ДД) 25 штанги поштучно попадают в профильные пазы ДД 25. При этом в пазах установлены ножи 26, а ответные ножи 27 в виде регулируемых упоров жестко установлены на станине. В процессе поворота ДД 25 со штангой в профильные пазы последняя начинает взаимодействовать одновременно как с лезвиями ножей 26, так и лезвиями ножей 27. В результате этого штанга разрезается на мерные заготовки. Заготовки скатываются на транспортные ролики 4, которые перемещают их к правильным роликам 5. После этого механизмом 6 задачи заготовки подаются в нагревательное устройство 7, в проводку 8 и в стан 9. Повышение производительности осуществляется за счет возможности совмещения операции резки штанг с операцией их подачи на транспортное средство. Это сокращает вспомогательное время на транспортировку штанг от отдельного отрезного механизма к линии. 1 з.п. ф-лы, 4 ил.
.ся пазом 30 дозатора, а затем ножом 26 к ножу 27. Дозатором 25 и ножом 26 штанга прижимается к ножу 27, и в конце поворота дозатора осуществляется разрезка штанги на части (заго
1540914
/ 26 21
I I
19
x:
10
11
Фиг.з
12
Редактор И. Шмакова
Составитель А. Колпаков
Техред М.Ходанич Корректор Н, Король
Заказ 247
Тираж 460
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. h
Подписное
| Автоматическая линия для производства изделий переменного сечения | 1977 |
|
SU656720A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
