1
Изобретение относится к оборудованию для точечнЬй сварки, преимущественно решетчатых рамных конструкций из перекрестных элементов швеллерного, двутаврового и пр. типов профилей.
Известно устройство для контактной точечной сварки, содержащее разжимные токоведущие вставки с приводом от пневмоцилиндра с клиновой передачей, предназначенные для изготовления упомянутых конструкций TI. Оно выполнено с использованием клинового разжимного элемента с.то- коведущей гибкой перемычкой.
Известно также устройство для контактной точечной сварки, содержащее станину, несущую смонтированный на направляющих с возможностью установочного перемещения портал, приводы сварочного давления, .i сварочные трансформаторы, вторичная обмотка которых соединена разъемными токоподводами с электродами 2.
Известное устройство неудобно тем, что в нем разъемный токоподвод установлен на неподвижной части и соединение с трансформатором осуществляется за счет прижи-
ма гидроприводом к электроду подвижного контакта, соединенного с неподвижным контактом вторичного контура сварочного трансформатора гибкой перемычкой. Такое выполнение токоподвода служит только для быстрой смены сварочных штампов, имет I дополнительный переходной контакт и в процессе работы устройства включено постоянно.
При смене сварочных штампов в зависимости от их габаритов и конфигурацией изменяется сварочный контур, что не позволяет стабилизировать параметры сварочно го процесса, перерас.ходуется электроэнергия, потому что такая конструкция не обеспечивает оптимальных габаритов вторичного контура.
Целью изобретения является повыщение производительности и уменьшение сварочного контура независимо от перемещения портала.
Это достигается тем, что разъемныйтокоподвод выполнен в виде установленных на портале и расположенных соосно привода контактного давления и подпружине ного пдунжера с пластиной переходного контакта, одним концом соединенной с эпек,тродами, а другим концом контактирующей с Бторнчной обмоткой соответствующего трансформатора при воздействии привода
контактного давления на плунжер.
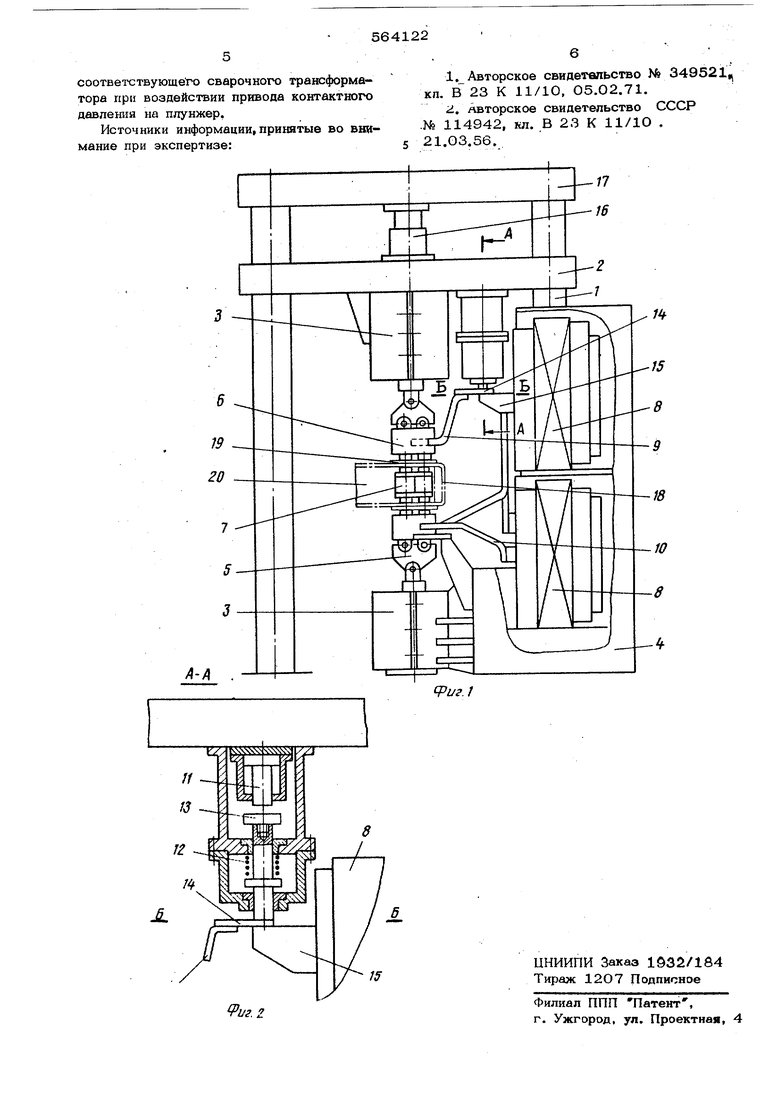
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 - сечение по А-А на фиг. 1.
Устройство состоит из направляющих 1, по которым перемещается портал 2 с жестко закрепленным на нем приводом 3 сварочного давления. Аналогичный привод 3 нижних эпектродов закреплен на станине 4. Приводы 3 через уравнители 5 сварочного давления соединены с электрододержатепями 6. Между эпектрадодержателями 6 внутрь свариваемого изделия любым известным способом вводится ;и выводится разжимная вставка 7.
Двухсторонний Лодвод тока от сварочных трансформаторов в к каждой паре электродов осуществляется соответственно токопод- водами 9 и10,
Верхние токоподводы выполнены с разъемом по плоскости . На портале 2 установлены приводы 11 контактного давления взаимодействующие с подпружиненными (пружины 12) плуни ерами 13, которые контактируют с токоведущими пластинами 14 пере ходного контакта, несущими гибкие перемычки, осуществляющие токоподвод к верхним электродам. Пластины 14 взаимодействуют с вторичной обмоткой верхнего сварочного трансформатора через бащмак 15.
Вертикальный подъем портала 2 осуществляется гидро (или пневмо) цилиндром 16, укрепленном на поперечине 17.
Устройство работает следующим образом.
После ввода внутренней разжимной вставки 7 в зону сварки и установки ее в предварительно поданные пля сварки лонжерон 18 косынку 19 и поперечину 20 под действием цилиндра 16 опускается портал 2. При этом токоведущие пластины 14 контактируют одна непосредственно с бащмаком 15 верхнего сварочного трансформатора 8; другая - с выходом верхнего бащмака нижнего трансформатора (контакт на чертеже не показан). Предварительно контакт осуществляется за счет сжатия пружин 12. Затем включаются цилиндры привода 3, которые через уравнители 5 прижимают .электроды-к свариваемому изделию. Перед началом сварки включаются приводы 11, которые своими щтоками Ьоздействуют на плунжеры 13 и осуществляют надежный
контакт токоведущих частей вторичного кон лура сварочной установки.
После сварки изделия приводы 3 отводят электроды отсвариваемого, изделия.
Одновременно выключаются приводы 11 , контактного давления. Цилиндр 16 поднимает поотал 2, при этом вторичный контур разрывается по плоскости EJ-6. Бцутренняя разжимная вставка 7 выводится из сваренного изделия.
Зона сварки освобождена для пропуска оснастки и транспортных средств для установки на сварочную позицию очередного изделия. Затем цикл работы установки повторяется,
. Такая конструкция вторичного контура с принудительным разрывом одной из цепей .апример верхних шинопроводов верхнего и гшжнего сварочных трансформаторов) с использованием подпружиненного плунжера, дожимаемого цилиндром гарантирует надежный токоподБОД независимо от величины хода портала в заданном диапазоне.
Применение предложенного устройства с разрывом вторичного сварочного контура в процессе работы при контактной точечной сварке рамных и рещетчатных конструкций улучшает качество сварки, позволяет механизировать загрузку и выгрузку заготовок, позволяет устанавливать универсальные сварочные установки в механизированных и автоматизированных сварочных линиях, что повыщает производительность труда примерно на 15-20%.
Формула изобретения
Устройство для контактной точечной сварки, содержащее станину, несущую смонтированкый на направляющих с возможностью установочного перемещения портал, приводы сварочного давления, сварочные трансформаторы, вторичная обмотка которых соединена разъемными токоподводами с электродами отличающееся тем, что, с целью повышения производительности и уменьщения размеров сварочного контура независимо от перемещения портала, разъемный токоподвод выполнен в виде установленньгх на портале и расположенных соосно привода контактного давления и подпружиненного плунжера с пластиной переходного контакта, одним концом . соединенной с электродами, а другим концом контактирующей с вторичной обмоткой
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для контактной точечной сварки | 1975 |
|
SU517433A1 |
| Устройство для контактной много-элЕКТРОдНОй СВАРКи | 1978 |
|
SU795814A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И ТОЧЕЧНОЙ СВАРКИ ФИЛЬТРА ЗАДЕРЖКИ КАТАЛИЗАТОРА | 1997 |
|
RU2113953C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Устройство для контактной точечной сварки | 1975 |
|
SU547312A1 |
| Токоподвод дуговой электропечи | 1972 |
|
SU468392A1 |
| МАШИНА ДЛЯ ОДНОСТОРОННЕЙ ТОЧЕЧНОЙ СВАРКИ | 1967 |
|
SU200051A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128560C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2369471C1 |
