Изобретение относится к оборудованию для точечной сварки, преимуш,ественно решетчатых рамных конструкций из перекрестных элементов швеллерного, двутаврового и прочих типов профилей.
Известна установка для контактной точечной сварки, содержап;ая смонтированные на станине двухэлектродные встречно расположенные сварочные головки и внутренние разжимные вставки с токоведущими гибкими перемычками и приводами перемещения в рабочую зону и вдоль оси электродов.
Установка имеет следующие недостатки: для радиального и последующего вертикального установочных перемещений внутренней вставки требуется значительное пространство, что затрудняет размещение и работу соответствующих устройств линии (транспортных, загузочных и др.); позволяет практически выводить промежуточные электроды из свариваемых изделий только определенных габаритов с незначительной шириной полок, а при сварке других изделий необходимо сменять тяги на новые с другим профилем фигурного паза; наличие стационарной зилки, находящейся в зоне сварки, и цилиндра, закрепленного на портале машины, затрудняют доступ в зону сварки и занимают пространство для транспортных и других вспомогательных операций, перемещение тяг с промежуточными электродами по фигурным пазам не позволяет добиться их стационарного строго постоянного положения в зоне сварки, что не дает возможности использовать промежуточные электроды в качестве фиксирующих элементов для свариваемых изделий. Кроме того, описанное устройство имеет ограниченное применение из-за малой жесткости.
Целью предлагаемого изобретения является создание конструкции, позволяющей исключить эти недостатки и тем самым повысить производительность и упростить конструкцию. Это достигается тем, что привод перемещения вставок в рабочую зону выполнен в виде установленной с возможностью перемещения в направляющих штангах станины платформы, несущей привод перемещения вставок вдоль оси электродов, выполненный в виде цилиндров, установленных в направляющих трубах, жестко закрепленных на упомянутой платформе.
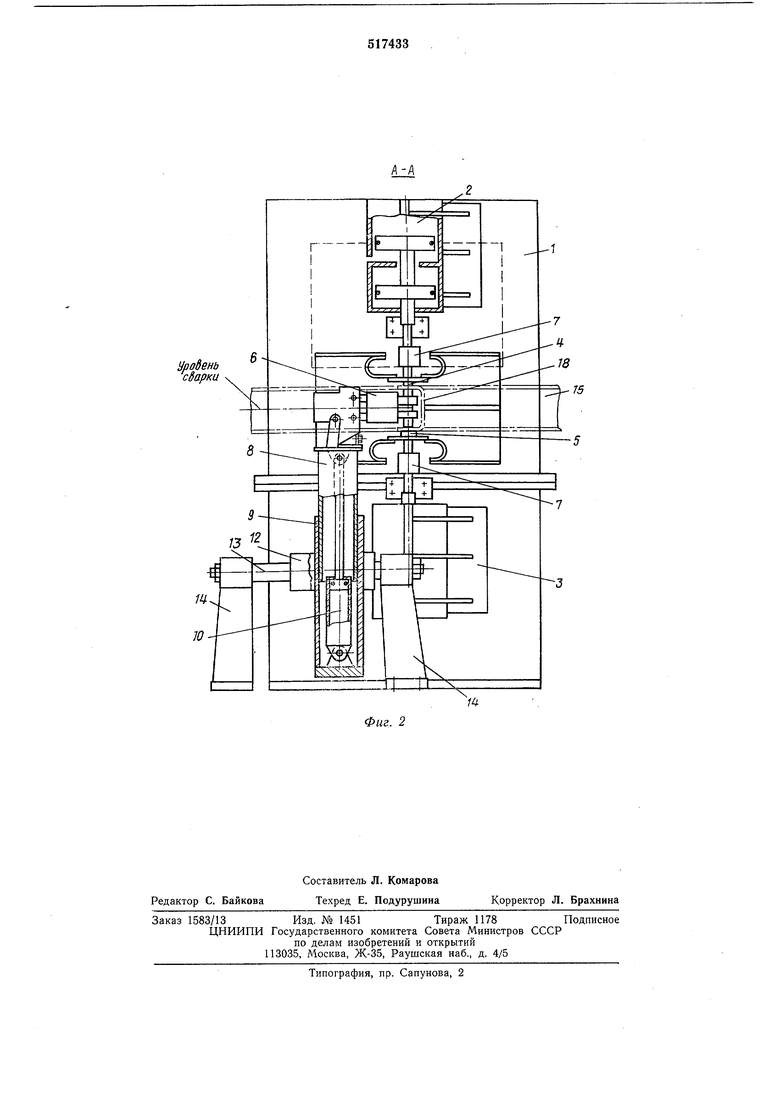
На фиг. 1 представлена установка для контактной точечной сварки; на фиг. 2 - разрез А-А на фнг. 1, вид в плане.
Каждая сварочная головка состоит из корпуса I, на котором жестко закреплены пневмоприводы 2 и 3 программного давления верхних и нижних сварочных электродов 4 и 5. Сварка осуществляется подводом тока к каждой паре электродов от отдельного трансформатора (расположены внутри корпусов 1 и на чертежах не показаны).
Установка снабжена разжимными внутренними вставками 6, осуществляющими токопередачу между верхними и нижними сварочными электродами 4 н 5, электрододержатели которых попарно соединены с выводами вторичных обмоток соответствующих сварочных трансформаторов.
Поскольку привод любой нары наружных электродов осуществляется от одного цилиндра, электроды снабжены уравнителем сварочного давления 7 между свариваемыми точками. Каждая разжимная вставка 6 закреплена на колонке 8, перемещающейся в направляющей трубе 9 с приводом от цилиндра 10. Трубы 9 жестко закреплены на корпусе платформы 11, соединенном с двумя корпусами цилиндров 12, штоки 13 которых в свою очередь жестко закреплены на стойках 14 станины и служат направляющими штангами для перемещения платформы.
Свариваемое изделие состоит из левого и правого лонжеронов 15 и 16, к которым через промежуточные косынки 17 приваривается поперечина 18. Сварка поперечин с лонжеронами через косынки позволяет улучшить раскрой материалов, сократить расходы металла, а также осуществить соединение с требуемым числом точек (из условий заданной прочности).
Установка работает следующим образом.
Первоначально внутренние разжимные вставки 6 утоплены с таким расчетом, что элементы рамы имеют возможность свободной продольной и вертикальной загрузки в рабочую зону с помощью транспортирующих и пр. устройств, после фиксации элементов рамы сборочными устройствами в заданном положении включаются цилиндрь 10, и разжимные вставки 6 выводятся на уровень сварки, а работой цилиндров 12 платформа 11, перемещаясь, вводит рабочие зоны внутренних вставок 6 внутрь привариваемых поперечин (против электродов 4 и 5). После разжима внутренних вставок включаются приводы 2 и
3 наружных электродов 4 и 5, и осуществляется сварка каждого пересечения. После сварки электроды внутренней вставки освобождаются, и цилиндром 12 они выводятся из зоны поперечин. Затем посредством цилиндров
10 они онускаются ниже уровня сварки, отводятся внешние электроды 4 и 5, и рама готова для транспортировки на очередную сварочную позицию. Мащина готова к загрузке очередного изделия, и цикл полностью повторяется.
При использовании внутренней вставки для центрирования и фиксации свариваемого изделия после установки ее в рабочее положение фиксирующая при транспортировке деталей оснастка быть удалена из зоны сварки для нодготовки следующего изделия к транспортировке в сварочную машину.
Формула изобретения
Установка для контактной точечной сварки, содержащая смонтированные на станиие двухэлектродные встречно расположенные сварочные головки и внутренние разжимные вставки
с токоведущими гибкими перемычками и приводами перемещения в рабочую зону и вдоль оси электродов, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, привод перемещения
вставок в рабочую зону выполнен в виде установленной с возможностью перемещения в направляющих штангах станины платформы, несущей привод перемещения вставок вдоль оси электродов, выполненный в виде цилиндров, установленных в направляющих трубах, жестко закрепленных на упомянутой платформе.
Уроёень сдарки
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки | 1972 |
|
SU564122A1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU725839A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| МАШИНА ДЛЯ ОДНОСТОРОННЕЙ ТОЧЕЧНОЙ СВАРКИ | 1967 |
|
SU200051A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1044450A1 |
| Машина для контактной многоточечной сварки | 1980 |
|
SU880659A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |