1
Изобретение относится к металлургической и машиностроительной промышленности и может быть использовано при производстве сварных труб и профилей высокочастотной сваркой.
Известны способы автоматического регулирования режимой сварки трубных заготовок при действии различных возмущающих факторов, Наибольщее применение в практике трубосварочного производства по- лучили способы, основанные на использовании в качестве регулирующих параметров интегрального излучения шва в зоне сварки .l и давления в опорно - сварочном калибре стана 2 . Указанные параметры измеряются в процессе регулирования при помощи специальных фотометрических уст ройств и месдоз.
Однако технико - экономический эффект от применения подобных способов регулирования в силу некоторых особенностей, связанных с измерением регулируемых величин оказывается ограниченным Так, интегральный параметр температуры шва содержит недостаточное количество информации о воз
можном образовании наиболее опасных локальных дефектов типа непровар. В свою очередь, ,, локальные изменения температурного поля в очаге деформ.ахгии практически не сказываются на давлении в сварочном калибре. Кроме тОго, из - за влияния пыли, эмульсионных паров, воды и т, п, известные способы отличаются пониженной помехозащищенностью.
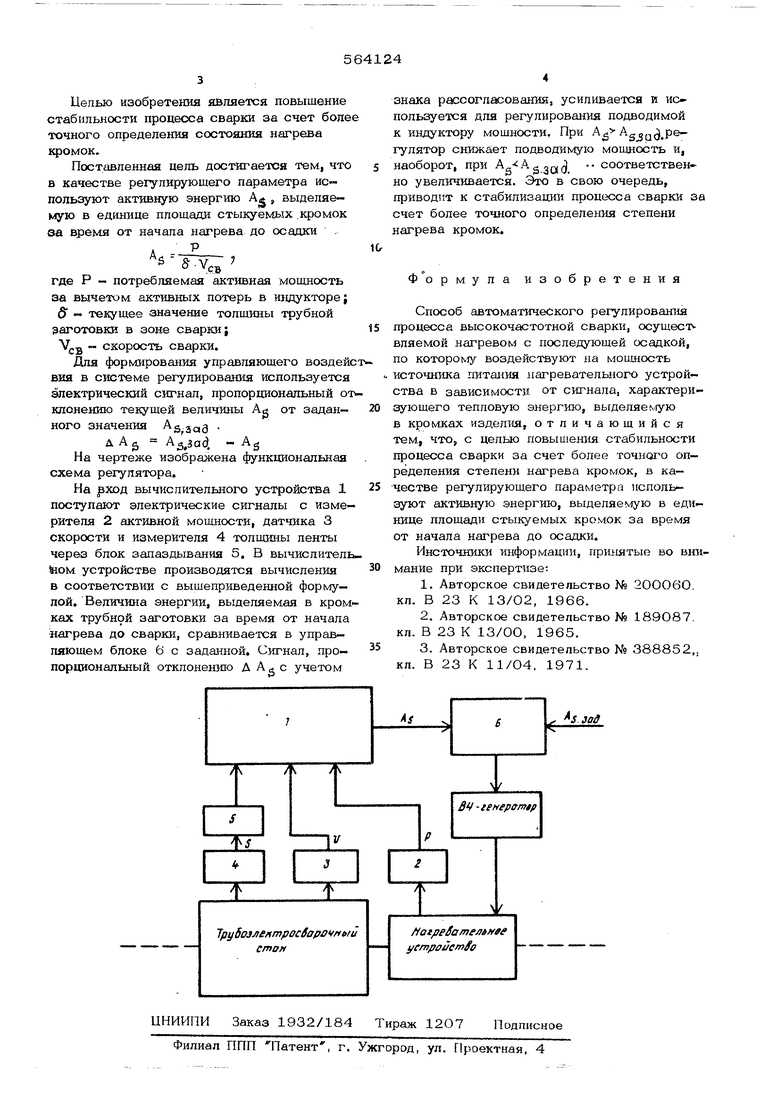
Из известных способов наиболее близким к предлагаемому является способ автоматического регулирования . процесса высокочастотной сварки, осуществляемой нагревом с поспедующей осадкой, по которому воздействуют на :,,: мощность источника питания нагревательного устройства в зависимости от сигнала, характеризующего тепловую энергию, выделяемую в кромках из- 1делия .
Однако известный способ по отношению к некоторым возмущающим, факторам сварки (смещеюгю точки схождения .кромок в сварочном калибре, колебшшю толщины лентЫ и т. п,) оказывается недостаточно чувствительным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1977 |
|
SU733918A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1979 |
|
SU772767A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU797856A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1970 |
|
SU335889A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1977 |
|
SU657937A1 |
| Сварочная клеть трубосварочного стана | 1987 |
|
SU1438874A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| Способ автоматического управления процессом высокочастотной сварки прямошовных труб | 1975 |
|
SU560716A1 |
| Способ автоматического управления процессом высокочастотной сварки | 1977 |
|
SU680836A1 |
