го рабочего механизма 1 подачи включают в работу верхний дублирующий механизм 1, а неисправный разъединяют посредством винтов 12 на полукорпусы 6 и 7. Полукорпус
6снимают со штатного места, а полукорпус
7отводят в сторону, работая винтом 14, по салазкам 13. Направляющие проволоку 16 каналы 15 снабжены кольцевыми проточками 17, а полукорпусы 6 и 7 - кольцевыми выступами, соответствующими этим проточкам. При установке отремонтированного механизма 1 полукорпус 6 соединяют с полукорпусом 7 винтами 12, подавая при этом полукорпус 7 в сторону направляющих каналов 15, стыкуя проточки 17 с соответствующими выступами и прижимая поджимные ролики 8 к подающим роликам 10 прижимами 9. При замене верхнего дублирующего механизма 1 операции повторяют. Устройство закрепляют на изделии струбциной, стойкой 2 и корректорами 4, Устройство обеспечивает качественную сварку за счет непрерывности выполнения процесса, 1 з.п. ф-лы, 3 ил.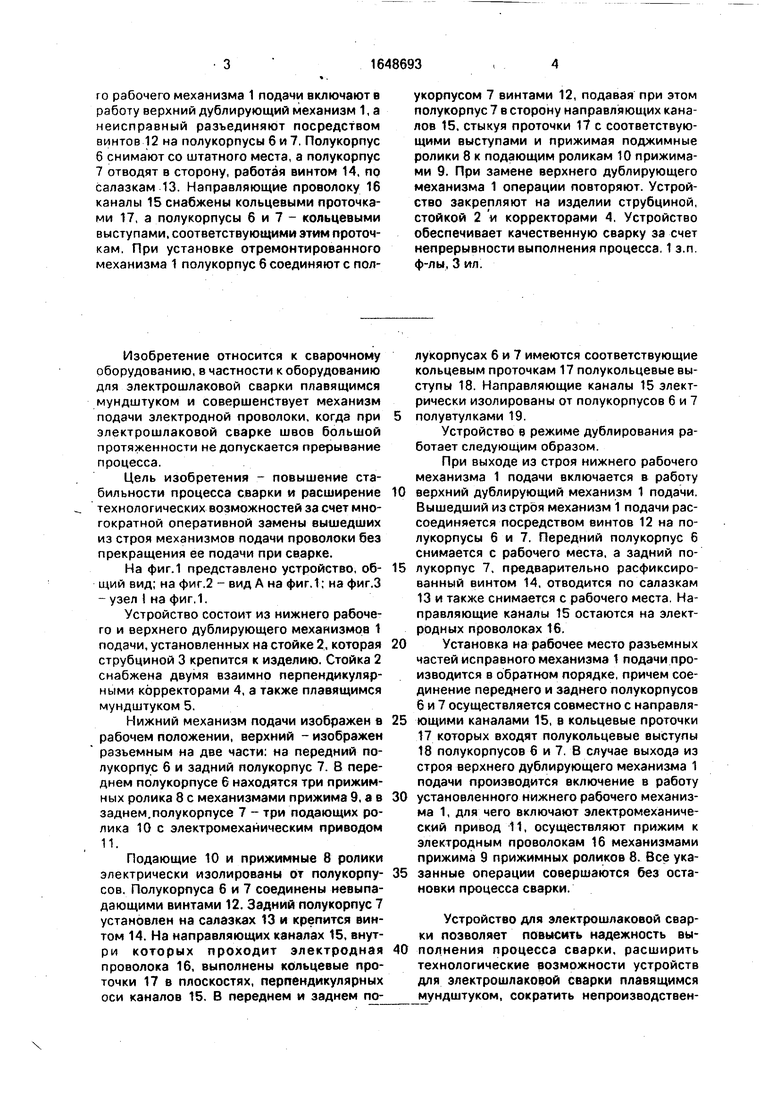
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электрошлаковой сварки металлов больших толщин | 1980 |
|
SU891288A1 |
| Аппарат для электрошлаковой сварки плавящимся мундштуком | 1972 |
|
SU564127A2 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Малогабаритный сварочный трактор для автоматической сварки под флюсом | 2018 |
|
RU2681070C1 |
| АППАРАТ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАВЯЩИМСЯ МУНДШТУКОМ | 1972 |
|
SU426774A1 |
| Горелка для сварки плавящимся электродом | 1980 |
|
SU884905A1 |
| Мундштук для двухдуговой сварки | 1987 |
|
SU1540980A1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
Изобретение относится к сварочному оборудованию, в частности к оборудованию для электрошлаковой сварки плавящимся мундштуком, и совершенствует механизм подачи электродной проволоки, когда при электрошлаковой сварке швов большой протяженности не допускается прерывание процесса. Цель изобретения - повышение стабильности за счет многократной оперативной замены вышедших из строя механизмов подачи проволоки без прекращения ее подачи при сварке. При выходе из строя нижне- ff. « е Фиг 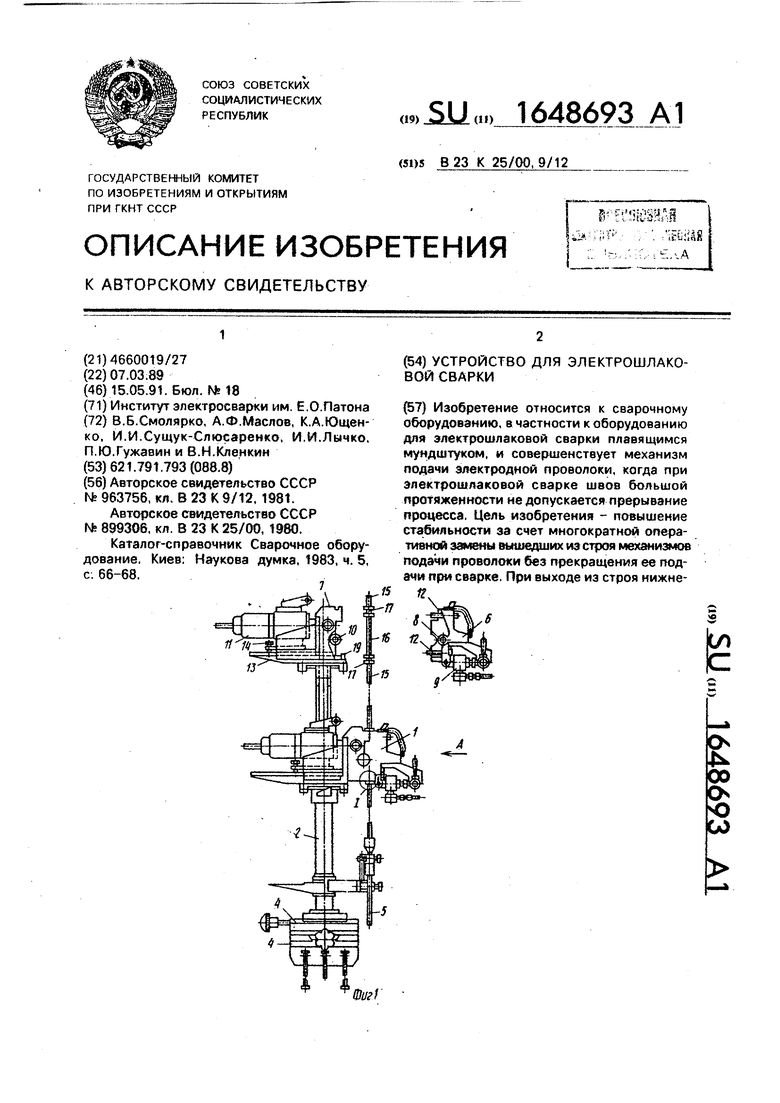
Изобретение относится к сварочному оборудованию, в частности к оборудованию для электрошлаковой сварки плавящимся мундштуком и совершенствует механизм подачи электродной проволоки, когда при электрошлаковой сварке швов большой протяженности не допускается прерывание процесса.
Цель изобретения - повышение стабильности процесса сварки и расширение технологических возможностей за счет многократной оперативной замены вышедших из строя механизмов подачи проволоки без прекращения ее подачи при сварке.
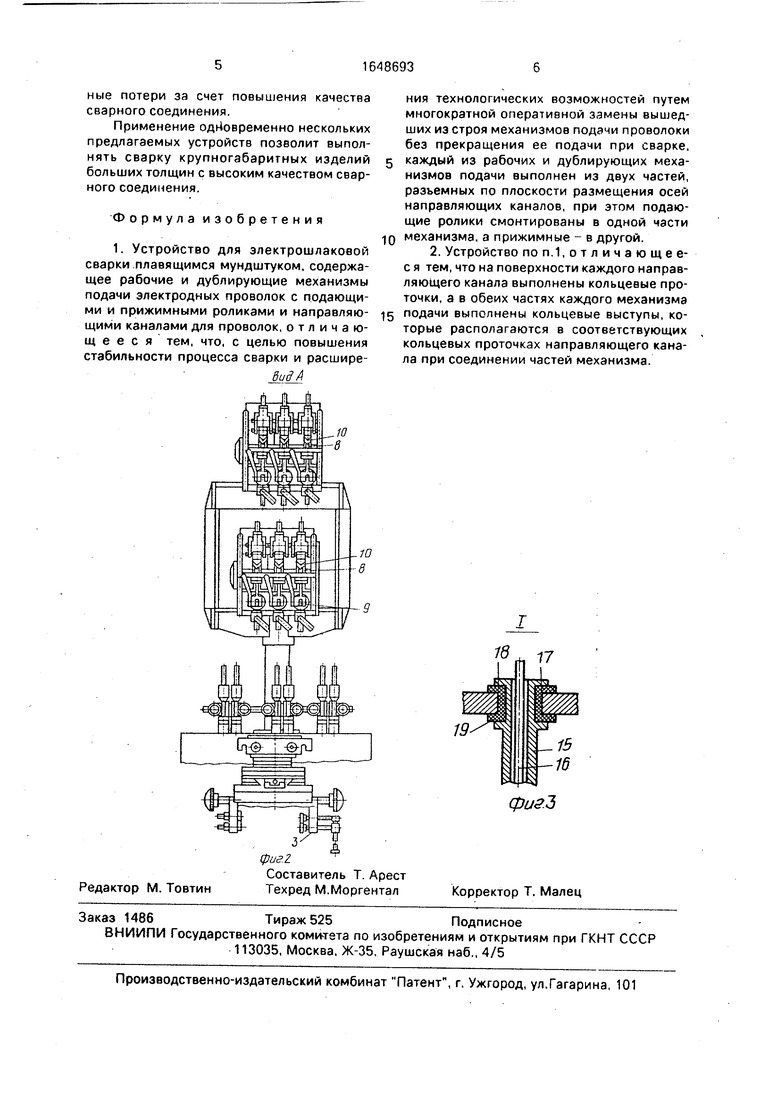
На фиг.1 представлено устройство, общий вид; на фиг.2 - вид А на фиг. 1; на фиг.З - узел I на фиг.1.
Устройство состоит из нижнего рабочего и верхнего дублирующего механизмов 1 подачи, установленных на стойке 2, которая струбциной 3 крепится к изделию. Стойка 2 снабжена двумя взаимно перпендикулярными корректорами 4, а также плавящимся мундштуком 5,
Нижний механизм подачи изображен в рабочем положении, верхний - изображен разъемным на две части: на передний полукорпус 6 и задний полукорпус 7. В переднем полукорпусе 6 находятся три прижимных ролика 8 с механизмами прижима 9, а в заднем.полукорпусе 7 - три подающих ролика 10 с электромеханическим приводом 11.
Подающие 10 и прижимные 8 ролики электрически изолированы от полукорпусов. Полукорпуса 6 и 7 соединены невыпадающими винтами 12. Задний полукорпус 7 установлен на салазках 13 и крепится винтом 14. На направляющих каналах 15, внутри которых проходит электродная проволока 16, выполнены кольцевые проточки 17 в плоскостях, перпендикулярных оси каналов 15. В переднем и заднем полукорпусах 6 и 7 имеются соответствующие кольцевым проточкам 17 полукольцевые выступы 18. Направляющие каналы 15 электрически изолированы от полукорпусов 6 и 7
полувтулками 19.
Устройство в режиме дублирования работает следующим образом.
При выходе из строя нижнего рабочего механизма 1 подачи включается в работу
верхний дублирующий механизм 1 подачи. Вышедший из строя механизм 1 подачи рассоединяется посредством винтов 12 на полукорпусы 6 и 7. Передний полукорпус 6 снимается с рабочего места, а задний полукорпус 7, предварительно расфиксиро- ванный винтом 14, отводится по салазкам 13 и также снимается с рабочего места. Направляющие каналы 15 остаются на электродных проволоках 16.
Установка на рабочее место разъемных частей исправного механизма 1 подачи производится в обратном порядке, причем соединение переднего и заднего полукорпусов 6 и 7 осуществляется совместно с направляющими каналами 15, в кольцевые проточки
17которых входят полукольцевые выступы
18полукорпусов € и 7. В случае выхода из строя верхнего дублирующего механизма 1 подачи производится включение в работу
установленного нижнего рабочего механизма 1, для чего включают электромеханический привод 11, осуществляют прижим к электродным проволокам 16 механизмами прижима 9 прижимных роликов 8. Все указанные операции совершаются без остановки процесса сварки.
Устройство для электрошлаковой сварки позволяет повысить надежность вы- полнения процесса сварки, расширить технологические возможности устройств для электрошлаковой сварки плавящимся мундштуком, сократить непроизводственные потери за счет повышения качества сварного соединения.
Применение одновременно нескольких предлагаемых устройств позволит выполнять сварку крупногабаритных изделий больших толщин с высоким качеством сварного соединения.
Формула изобретения
10
Редактор М. Товтин
фиг1
Составитель Т. Арест Техред М.Моргентал
0
ния технологических возможностей путем многократной оперативной замены вышедших из строя механизмов подачи проволоки без прекращения ее подачи при сварке, каждый из рабочих и дублирующих механизмов подачи выполнен из двух частей, разъемных по плоскости размещения осей направляющих каналов, при этом подающие ролики смонтированы в одной части механизма, а прижимные - в другой.
I
фигЗ
Корректор Т. Малец
| Устройство для подачи электродной проволоки | 1981 |
|
SU963756A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сварочный дубль-аппарат | 1980 |
|
SU899306A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Каталог-справочник Сварочное оборудование | |||
| Киев: Наукова думка, 1983, ч | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
