(5) УСТРОЙСТВО для СБОРКИ под СВАРКУ РЕЗЕРВУАРОВ ИЗ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку | 1985 |
|
SU1355417A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для сборки и сварки обечаек | 1974 |
|
SU564132A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| Стенд для сборки под сварку | 1972 |
|
SU474414A1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
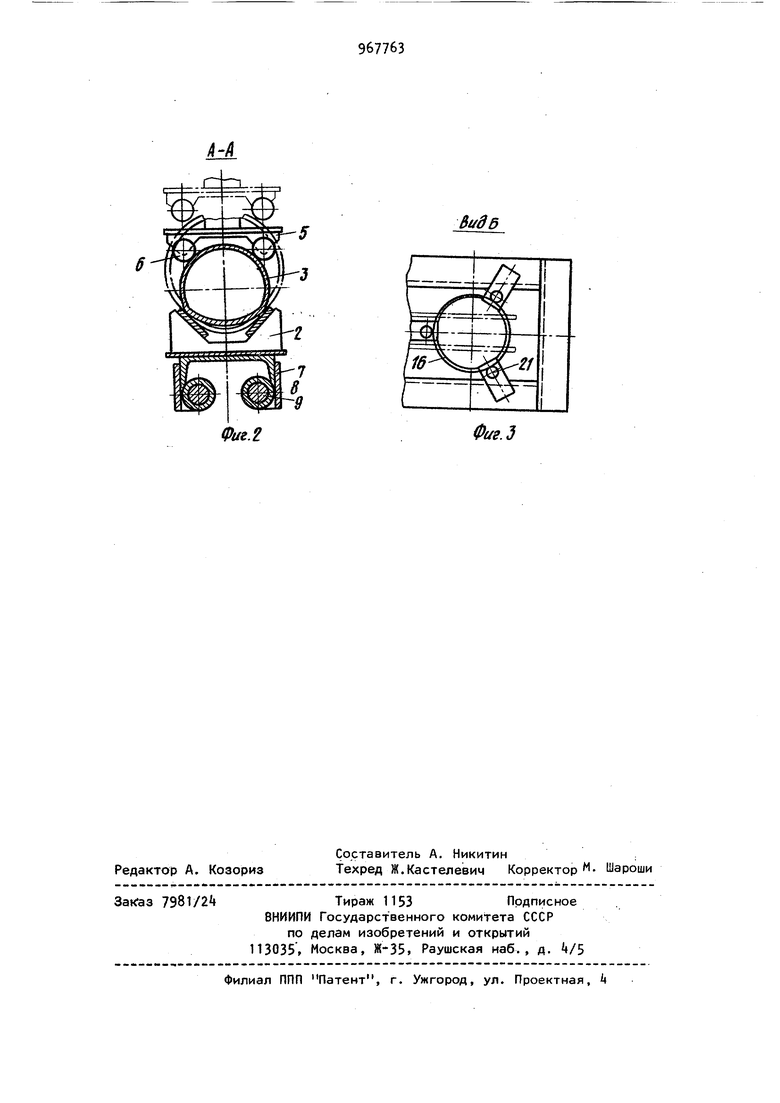
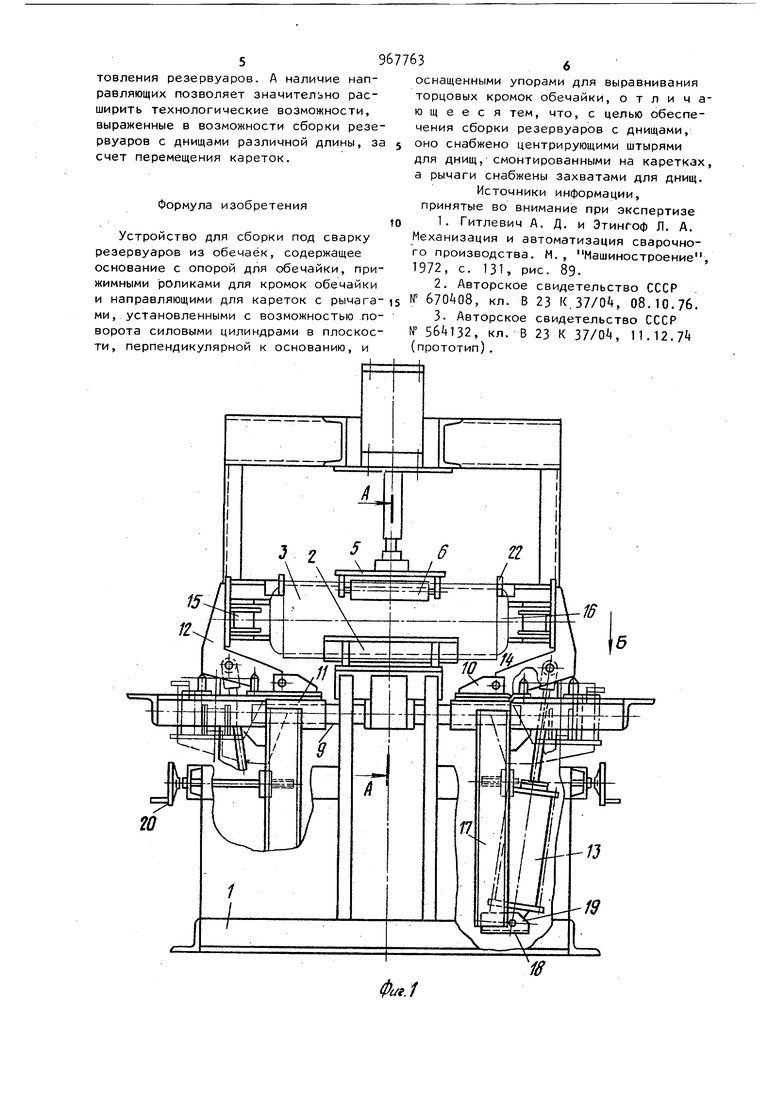
Изобретение относится к сварке, в частности к приспособлениям для c6opi ки резервуаров из обечаек и днищ, их прихватке с последующей сваркой. Известно устройство для сборки резервуаров из обечаек и днищ, содержащее раму, две боковые стойки с укрепленными на них горизонтальными пневмоцилиндрами, на штоках которых закреплены прижимные диски с электрона - нитами, два вертикальных пневмоцилиндра, взаимодействующие с накидным хомутом, ложементы и пульт управления 1 Недостатками известного устройства являются сложность конструкции и неудобство в эксплуатации. Известно устройство для сборки резервуаров из обечаек и днищ, содержащее смонтированный на основании поворотный в вертикальной плоскости кронштейн, рабочая поверхность которого имеет узел транспортирования изделия и планшайбу с осью кронштейна, расположенный ниже его рабочей поверхности при этом поворотный кронштейн снабжен силовым цилиндром, на штоке которого смонтирована проушина, связанная с планшайбой, а также жестко закрепленными над ним пальцами, причем планшайба оснащена кулисами, взаимодействующими с пальцами кронштейна 2. Однако это устройство сложно по конструкции и рассчитано для сборки резервуаров одной длины. Известно устройство для сборки под сварку резервуаров из обечаек, содержащее основание с опорой под обечайку, прижимными роликами для кромок обечайки и направляющими для кареток с рычагами, установленными с возможностью поворота силовыми цилиндрами в плоскости, перпендикулярной к основанию, с оснащенными упорами для выравнивания торцовых кромок обечайки 3 . Недостатком этого устройства является невозможность сварки резервуаров из обечаек с днищами, необходимость в предварительной сварке днищ на другои установке, что снижает производительность и качество сборки. Цель изобретения - обеспечение сборки резервуаров с днищами, повышение производительности и качества сбор ки путем автоматизации предварительной сборки днищ. Цель изобретения достигается тем, что устройство для сборки под сварку резервуаров из обечаек, содержащее основание с опорой для обечайки, при))имными роликами для кромок обечайки и направляющими для кареток с рычагами, установленными с возможностью поворота силовыми цилиндрами в плоскоети, перпендикулярной к основанию, и оснащенными упорами для выравнивания торцовых кромок обечайки, снабжено центрирующими штырями для днищ, смонтированными накаретках, а рычаги снаб жены захватами для днищ. . На фиг. 1 изображено устройство для сборки под сварку, общий вид; на фиг. разрез А-А на фиг. 1; на фиг. 3 вид Б на фиг. 1. /Устройство для сборки под сварку содержит основание 1, на котором смонтированы опора 2 с установленной на ней обечайкой 3 силовой пневмоцилинд С формообразующей плитой 5 снабжен ной роликами 6, причем плита 5 прикреплена к штоку пневмоцилиндра k и сжимает предварительно изогнутую обечайку 3 (на фиг. 2 изображена штрихпунктирной линией) до соприкосновения ее кромок. К основанию 1 с помощью планок 7 (фиг. 2) и втулок 8 прикреплены направляющие 9 цилиндрической формы, входящие во втулки 8. На направляющих 9 установлены каретки 10, содержащие втулки t1, установленные на направляющих 5 а к кареткам 10 прикреплены рычаги 12, имеющие возмож ность с помощью пневмоцилиндров 13 совершать вращательные движения вокруг осей f в плоскости, перпендикулярной основанию 1 и содержащие электромэ - нитные захваты 15 для днищ 16 резервуаров. К кареткам 10 прикреплены с помощью швеллеров 17 опоры 18 и шарни ра 19 пневмоцияиндры 13- Основание 1 содержит винтовую передачу с маховиком 20 возвратно-поетупател ного прямолинейного перемещения кареток 10 по направляющим 9, а также штыри 21, с помощью которых центрируются (ориентируются) подлежащие сборке днища 16. Рычаги 12 содержат упоры 22 для выравнивания торцовых кромок обечайки 3Устройство работает следующим образом. Предварительно изогнутая обечайка 3 (на фиг. 2 изображена штрих-пунктирной линией) загрузочным устройством (не показано) подается на опору 2 и располагается разъемом вверх. После этого днища 16 загрузочным устройством подаются на электромагнитные захваты 15 находящиеся в исходном положении (на фиг. 1 показано штрих-пунктирными линиями), которыми они притягиваются и центрируются штырями 21. Днища 16 при установке воздействуют на конечный выключатель (не показан), управляющий подачей сжатого воздуха в пневмоцилиндры 13, которые своими штоками поворачивают рычаги 12 вокруг оси И и подают днища 16, удерживаемые электромагнитными захватами 15 в отцентрированном положении во внутреннюю полость обечайки 3, где и занимают требуемое положение. Одновременно рычаги 12 своими прижимами 22 выравнивают торцовые кромки обечайки 3 после чего срабатывает концевой выключатель (не показан) и I пневмоцилиндр ч штоком, к которому прикреплена плита 5 с роликами 6, воздействует на обечайку 3 и сжимает ее до соприкосновения кромок, при этом обечайка 3 охватывает и сжимает днища 1б. Сборка завершается. Собранные резервуары прихватывают в нескольких точках (-5 штук) ручной электродуговой сваркой. После этого резервуар освобождают, т. е. отводят формообразующую плиту 5 и рычаги 1.2, и снимают с устройства, при этом последнее готово для сборки следующего резервуара. При необходимости сборки резервуаров другой длины каретку 10 с закрепленными на ней рычагами 12 и пневмоцилиндрами 13 с помощью винтовой передачи маховиком 20 перемещают на длину, соответствующую длине обечайки, а сборку производят в последовательности, описанной выше. Устройство для сборки под сварку позволяет повысить производительность сборки резервуаров в 1,5 раза, упростить конструкцию, повысить удобство g эксплуатации. При этом используется предварительно изогнутая обечайка, но не калиброванная, что позволяет дополнительно снизить себестоимость изго-59товления резервуаров. А наличие направляющих позволяет значительно расширить технологические возможности, выраженные в возможности сборки резервуаров с днищами различной длины, за счет перемещения кареток. Формула изобретения Устройство для сборки под сварку резервуаров из обечаек, содержащее основание с опорой для обечайки, прижимными роликами для кромок обечайки направляющими для кареток с рычагами, установленными с возможностью поворота силовыми цилиндрами в плоскости, перпендикулярной к основанию, и 3 оснащенными упорами для выравнивания торцовых кромок обечайки, отличающееся тем, что, с целью обеспечения сборки резервуаров с днищами, оно снабжено центрирующими штырями для днищ, смонтированными на каретках, а рычаги снабжены захватами для днищ. Источники информации, принятые во внимание при экспертизе 1.Гитлевич А. Д. и Этингоф Л. А. Механизация и автоматизация сварочного производства. М., Машиностроение, 1972, с. 131, рис. 89. 2.Авторское свидетельство СССР 1 , кл. В 23 К. 37/0, 08.10.76. 3. Авторское свидетельство СССР № , кл. В 23 К 37/0t, 11.12.7 (прототип).
Фаг..
Видб
Фие.З
