(54)
ТРАНСПОРТНАЯ СИСТЕМА
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ ЗАГРУЗКИ И ТРАНСПОРТИРОВКИ МЕЛКОДИСПЕРСНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2294889C1 |
| Устройство для перемещения вагонеток | 1978 |
|
SU865687A1 |
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2037413C1 |
| Рельсовая транспортная система | 1986 |
|
SU1342743A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА С ОДНОГО РЕЛЬСОВОГО ПУТИ НА ДРУГОЙ, ПАРАЛЛЕЛЬНЫЙ ЕМУ ПУТЬ | 2007 |
|
RU2369504C2 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Устройство для транспортирования,загрузки и выгрузки вагонеток | 1983 |
|
SU1173143A1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ ШАХТНЫХ ВАГОНЕТОК | 1973 |
|
SU390005A1 |
| Толкатель двустороннего действия | 1982 |
|
SU1091008A1 |
Изобретение относится к транспортным системам для перемещения вагонеток по рельсовым путям, в частности, в ферментационных отделениях табачно-ферментационных заводов.
Известны транспортные системы, преимущественно для ферментационных отделений табачно-ферментационных заводов, содержащие параллельные рельсовые пути с установленными вдоль них реверсивными толкателями, вагонетки и трансбордерные тележки 1.
Недостатком указанной системы является низкая , производительность труда в связи с больщой насыщенностью системы механизмами, низкой надежностью и применением ручного труда.
Цель изобретения - повыщение. производительности труда путем формир.оваНия сцепов вагонеток.
Эта цель достигается тем, чтокаждая, вагонетка снабжена двумя упорами для- оцепления вагонеток друг с другом; один из упоров закреплен на одном из торцов вагон.е.тки и направлен вниз, а другой - на кронщтейне с проТИВОПО.ЛОЖНОЙ стороны и направлен вверх.
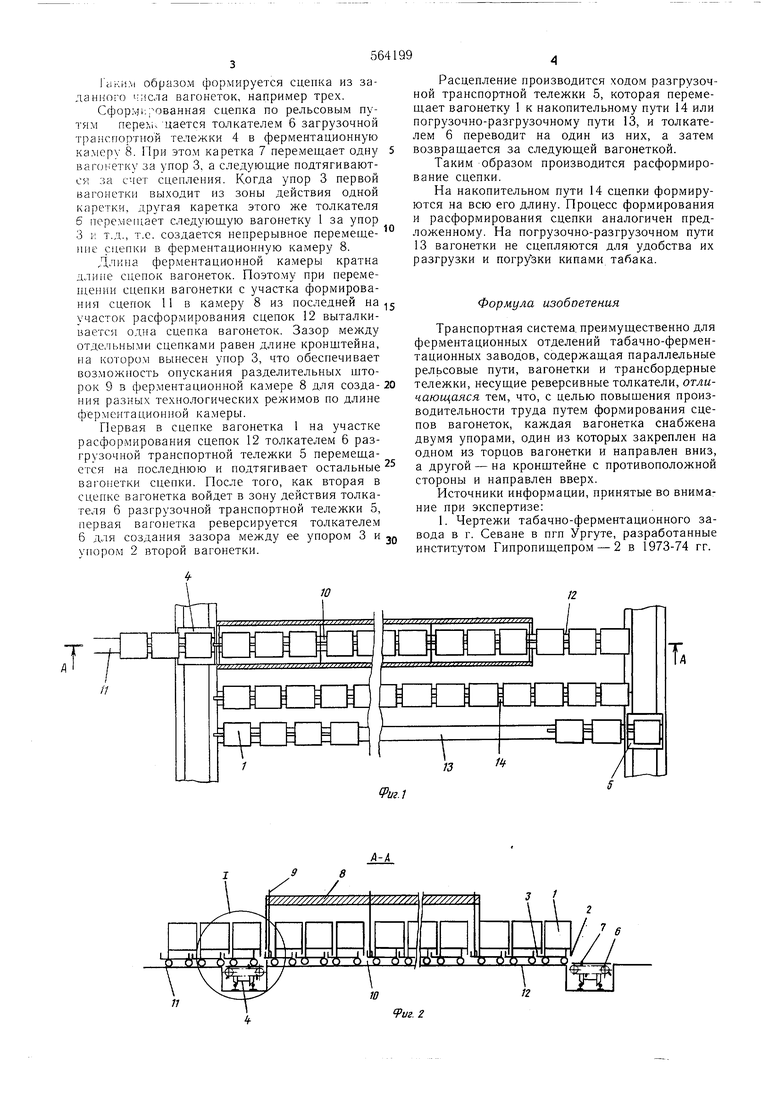
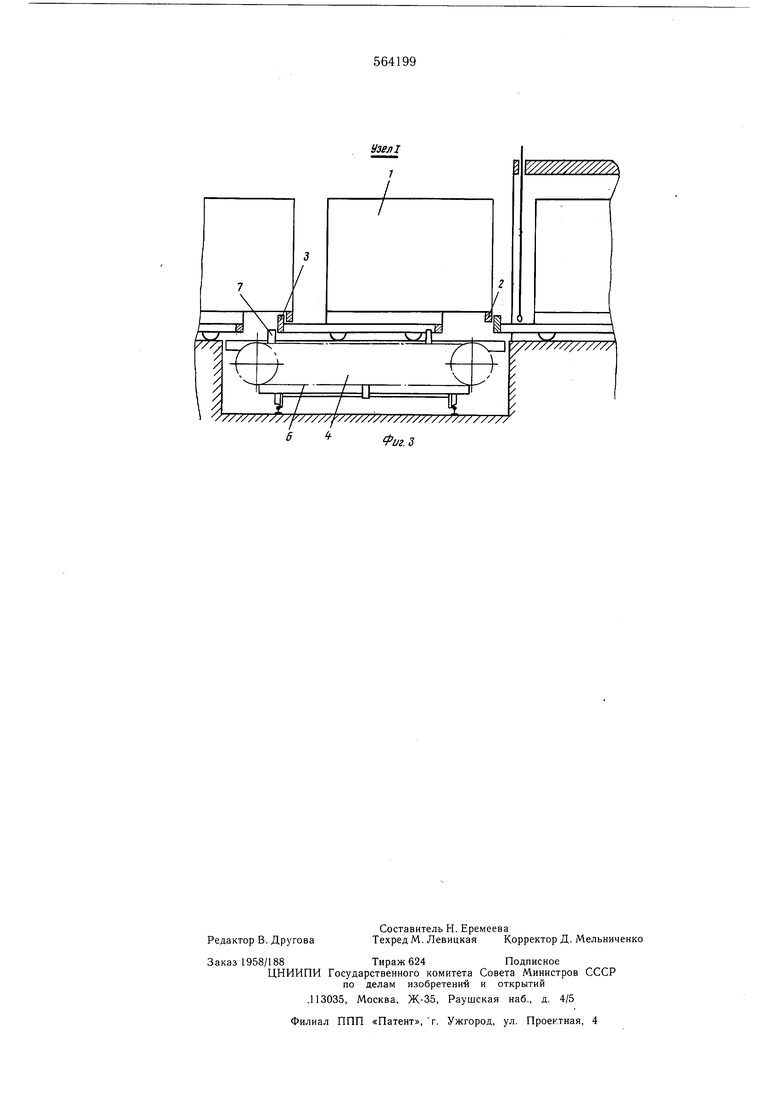
На фиг. 1 изображена транспортная система, общий вид в плане; на фиг. 2 - то ж.е, разрез А-А фиг. 1; на фиг. 3 - узел I фиг. 2.
Устройство состоит из вагонеток 1 с упорами 2 и 3, загрузочной транспортной тележки 4, разгрузочной транспортной тележки 5, каждая из которых снабжена реверсивным толкателем б и каретками 7, ферментационной камеры 8 с разделительными шторками 9.
Вагонетки перемещаются по рельсовому пути 10 с участками формирования сцепок II и расформирования сцепок 12,Для проведения технологических операций предусмотрены -рельсовые пути: погрузочно-разгрузочный путь 13 и накопительный путь 14.
Загрузочная вагонетка I, находящаяся на погрузочно-разгрузочном пути 13, захватывается каретками 7 толкателя 6 за упор 3 и перемещается на загрузочную транспортную тележку 4, которая перемещает вагонетку 1 к участку формирования сцепок 11 и переводит на него вагонетку толкателем 6. Вагонетка останавливается в таком положении, что ее упор 2 оказывается между упором 3 и задней торцовой стенкой следующей вагонетки, подаваемой транспортной тележкой 4 к участку формирования сцепок 11.
Последующие вагонетки переводятся на участок формирования сцепок 11 таким же образом, при этом предыдущие вагонетки переталкиваются последующими по участку формирования cjjenoK. JiiKii.M образом формируется сцепка из заданного числа вагонеток, например трех. Сфор.м1;рованная сцепка по рельсовым путям перемч дается толкателем 6 загрузочной транспортной тележки 4 в ферментационную камеру 8. При этом каретка 7 перемещает одну вагонетку за упо.р 3, а следующие подтягиваются за счег сцепления. Когда упор 3 первой вагонетки выходит из зоны действия одной каретки, другая каретка этого же толкателя 5перемещает следующую вагонетку 1 за упор 3 к т.д., т.е. создается пецрерывное перемещение сцепки в ферментационную камеру 8. Длина ферментационной камеры кратна длине сцепок вагонеток. Поэтому при перемещении сцепки вагонетки с участка формирования сцепок 11 в камеру 8 из последней на участок расформирования сцепок 12 выталкивается одна сцепка вагонеток. Зазор между отдельными сцепками равен длине кронштейна, на котором вынесен упор 3, что обеспечивает возможность опускания разделительных щторок 9 в ферментационной камере 8 для создания разных технологических режимов по длине ферментационной камеры. Первая в сцепке вагонетка 1 на участке расформирования сцепок 12 толкателем 6 разгрузочной транспортной тележки 5 перемещается на последнюю и подтягивает остальные вагонетки сцепки. После того, как вторая в сцепке вагонетка войдет в зону действия толкателя 6 разгрузочной транспортной тележки 5, первая вагонетка реверсируется толкателем 6для создания зазора между ее упором 3 и упором 2 второй вагонетки. Расцепление производится ходом разгрузочной транспортной тележки 5, которая перемещает вагонетку 1 к накопительному пути 14 или погрузочно-разгрузочному пути 13, и толкателем 6 переводит на один из них, а затем возвращается за следующей вагонеткой. Таким образом производится расформирование сцепки. На накопительном пути 14 сцепки формируются на всю его длину. Процесс формирования и расформирования сцепки аналогичен предложенному. На погрузочно-разгрузочном пути 13 вагонетки не сцепляются для удобства их разгрузки и погрузки кипами табака. Формула изобоетения Транспортная система, преимущественно для ферментационных отделений табачно-ферментационных заводов, содержащая параллельные рельсовые пути, вагонетки и трансбордерные тележки, несущие реверсивные толкатели, отличающаяся тем, что, с целью повыщения производительности труда путем формирования сцепов вагонеток, каждая вагонетка снабжена двумя упорами, один из которых закреплен на одном из торцов вагонетки и направлен вниз, а другой - на кронщтейне с противоположной стороны и направлен вверх. Источники информации, принятые во внимание при экспертизе: 1. Чертежи табачно-ферментационного завода в г. Севане в пгп Ургуте, разработанные институтом Гипропищепром - 2 в 1973-74 гг.
Узел
/y/////f 6
Фиг.З
