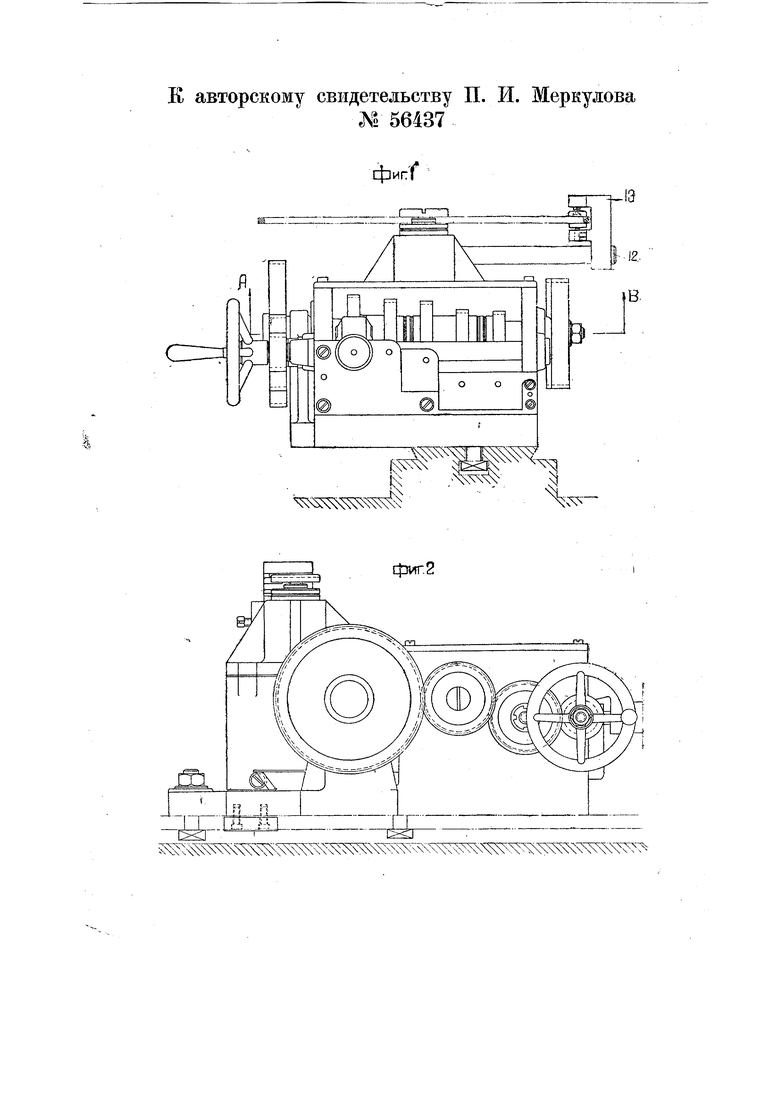
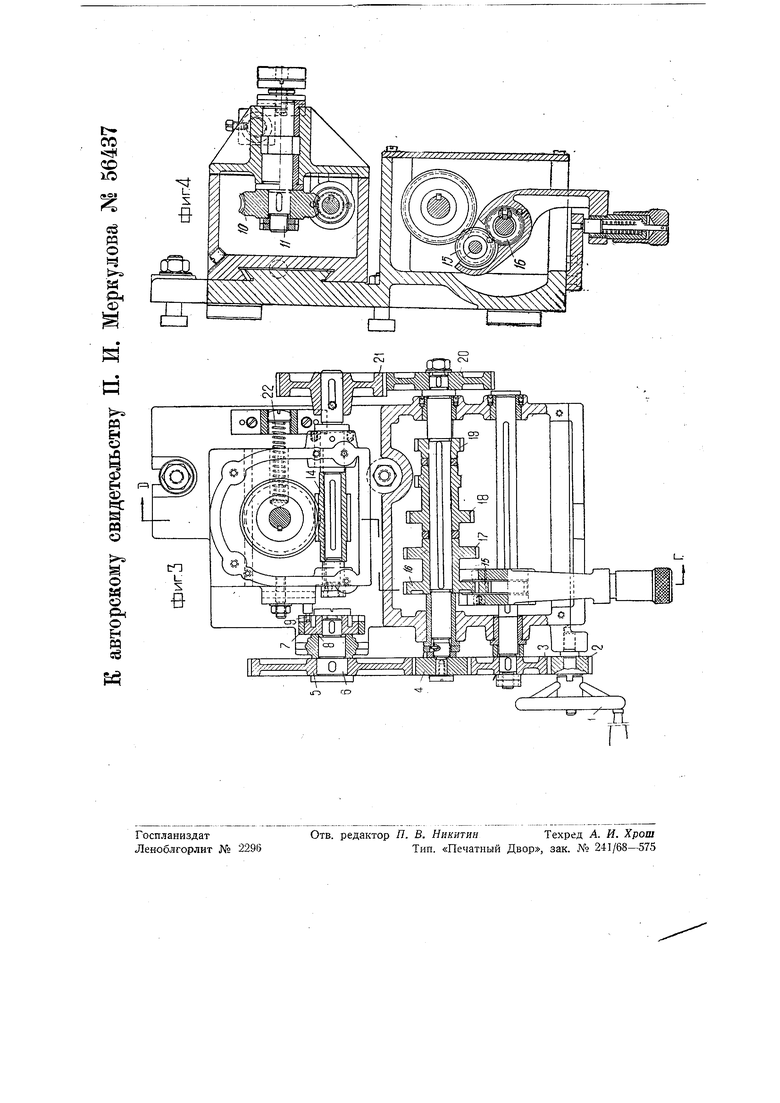
Станок для заточки зубцов Заявлено 4 июля 1937 го Опубликовано 31 Известны станки для заточки дисковых фрез, пил и т. п., в которых бабка со шлифовальным кругом получает движение в направлении к пиле при непрерывном вращении последней. Отличительной особенностью предлагаемого станка для заточки зубцов дисковых пил является то, что супорт с обрабатываемым инструментом выполнен передвижным с пелыо сообщения ему периодических рабочих движений в направлении к ба;бке с щлифовальным кругом и обратно. На чертеже фиг. 1 и 2 изображают общий вид в двух проекциях предлагаемого станка для заточки зубцов дисковых пил; фиг. 3 - разрез по линии АВ по фиг. 1 и фиг. 4 - разрез станка по линии ГО по фиг. 3. Вращением маховичка 1 через шестерни 2, 3, 4 & 5 приводятся в движение сидящие на валике 6 кулачки 7 и 5, от которых, при помощи упора 9, получает движение супорт в направлении к шлифовальному кругу. Корпус супорта установлен на направляющих и под действием пружины 22 отжимается к кулачкам 7 и S. Червячное колесо W насажено на шпиндель //. На щейку шпинделя надевается дисковая пила. Для предотвращения дрожания пила поддерживается штыисковых фрез, пил в НКТМаш за № 9689. нваря 1940 года. рем 12 и кронштейном 13. Червяк 14 получает вращение от шестерни 5 через коробку скоростей с шестернями 15, 16, 17, 18, и /9 и через шестерни 20 W. 21. Путем подбора кулачков и соответствующего включения шестерен коробки скоростей можно производить заточку пил с различным числом зубцов (80, 78, 72, 52 и 50 зубцов) и различными кривыми профиля зуба затачиваемой пилы. Шлифовальный круг (не показаный на чертеже) получав вращение через ременную передач/ от мотора, устанавливаемого на станке. Станок дает возможность реставрировать фрезы с изнощенными и поломанными зубьями. Диаметры затачиваемых фрез от 50 до 250 мм и пил типа «Геллера от 250 до 660 мм. Предмет и з oi б р е т е, н и я. Станок для заточки зубцов: дисковых фрез, пил и т. п. во время их непрерывного вращения, отличающийся тем, что супорт с обрабатываемым инструментом выполнен передвижным, с целью сообщения ему периодических рабочих движений в направлении к бабке со щлифовальным кругом и обратно. к авторскому свидетельству П.
fl
tUi Л 56437
фиг Г
.13 12.
rg-r
о о
о о И. Меркулова
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлов | 1940 |
|
SU61401A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ФРЕЗ | 1970 |
|
SU266616A1 |
| Станок для заточки пил с ручной подачей | 1933 |
|
SU41672A1 |
| Станок для заточки фрез | 1984 |
|
SU1248767A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
з
. 2
