1
Изо,б|ретение отнадсится к области обработки металлов давлением и мажет быть вопользавано для осадки за.готовок из малопластич.ных материалов.
Из)вестен шатмл для осадки заготовок 1, содержащий нижнюю плиту со смонтврованной 1на ней матрицей, в которой устаиовлена обойма из плас11И(Ч1Н01ГО материала, а в .матрице выполнены радиальные от1вер1ст1ия заданного диа1мепра, служа.щие для регулирования бокового давления на заготовку и из1мерения формы 3a.roaxffi(KiH.
Известен шта)мп 2, содержащий 1НИЖ1Н.ий и верхний фо|рмообразующие 1И1Н ст1ру1менты, последний из которых Снабжен ра;аноудаленными от вертикальиой оси Стержяями, ограничивающими течение металла в радиальном «а.правлвнии.
С .целью повышения качества заготокки из малопла стич;ных материалов и облегчения их удаления из шта1мпа в преяложеано1М щтампе стержни соеди1нвны с инст1р-ументом шарнирно и имеют дл.И1ну больше его хода, а матрица выполнена с центральной полостью и сообщающимися с ней отверстияаш под стержни, образующими фигурную полость под за.готовку, П|ри этом дно центральной полости выполнено во.пнутым.
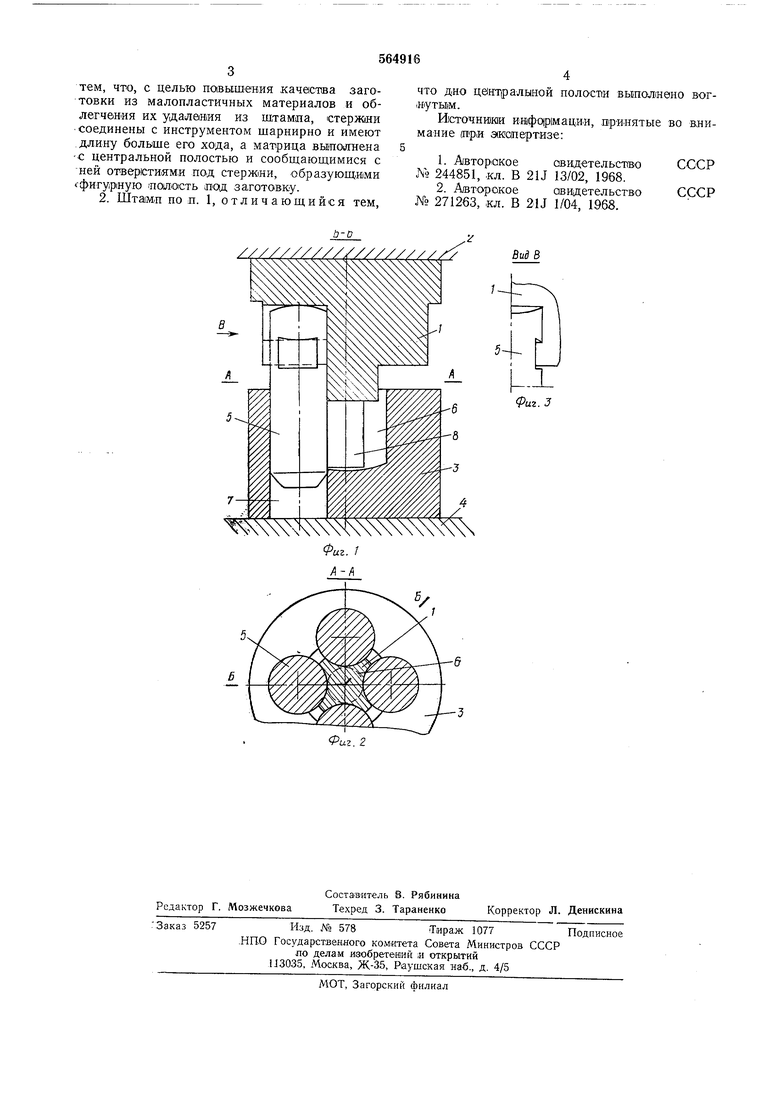
На фиг. 1, 2 и 3 показан предлагаемый шта|М:П.
Пуаисан 1 жест1ко прикреплен к. верхнейплите 2, а матрица 3 - к нижней плите 4 пресса. К .ну шарнирно присоединены жесткие стержни 5. Матрица выполнена с
центральной полостью 6 и .сообщающимися с. ней отверстиями 7 под стержня.
При прямом ходе первоначально стержни 5 фикоируют заготовку 8, затем своими .концами заходят в отверстия матрицы 3 ипроисходит обжатие с ограниче.Н|Ием. радиаль.ного течения в нескольких секторных зовах. заготов1ки.
При обратном ходе осаженная заготовка,, зажатая между стерЖ1НЯ1Ми, поднимается вместе с пуансоном .Ори выходе стержней из.матрицы заготавка падает.
Количество стержней, за1К|репл:яемых на-. .пуансоне, их форма и размеры, форма заготовки выбираются из усло1В.ия обеспечения.
максималыного повышения ресурса пла стич-. ности.
Формула изобретения
1. Штамп для осадки заготовок, содержа-щий нижний и верхний формообразующие инструменты, последний из .которых .снабжен: равноудаленными от вертикальной оси стерж.пя.ми, ограниЧ;ивающ,ими течение металла л
радиальном направлении, отличаю щи и с я
тем, что, с целью повышения качвстша заготовки из малопластичных материалов и облегчения их удаления из штампа, стержни соединены с инструментом шарпирно и имеют длину больше его хода, а мат1рица выполнена с центральной полостью и сообщающимися с ней отверстиями под стержяи, образующими «фигуряую inouiiOCTb лад заготовку.
2. Штамп по :П. 1, отличающийся тем.
й-о
Фиг. A-fi
что дно цвнтралыной полосни выполмено вог.нутьш.
И1СТОЧНИ1К1И иаф рмации, принятые во внимание (При энопертизе:
1.Авторское овид€тельст(во СССР № 244851, «л. В21J 13/02, 1968.
2.Авторское аввдетельство СССР № 271263, «л. В21J 1/04, 1968.
Вид В
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341350C2 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Устройство для получения полых изделий с внутренним фланцем из трубчатых заготовок | 1990 |
|
SU1731400A1 |
