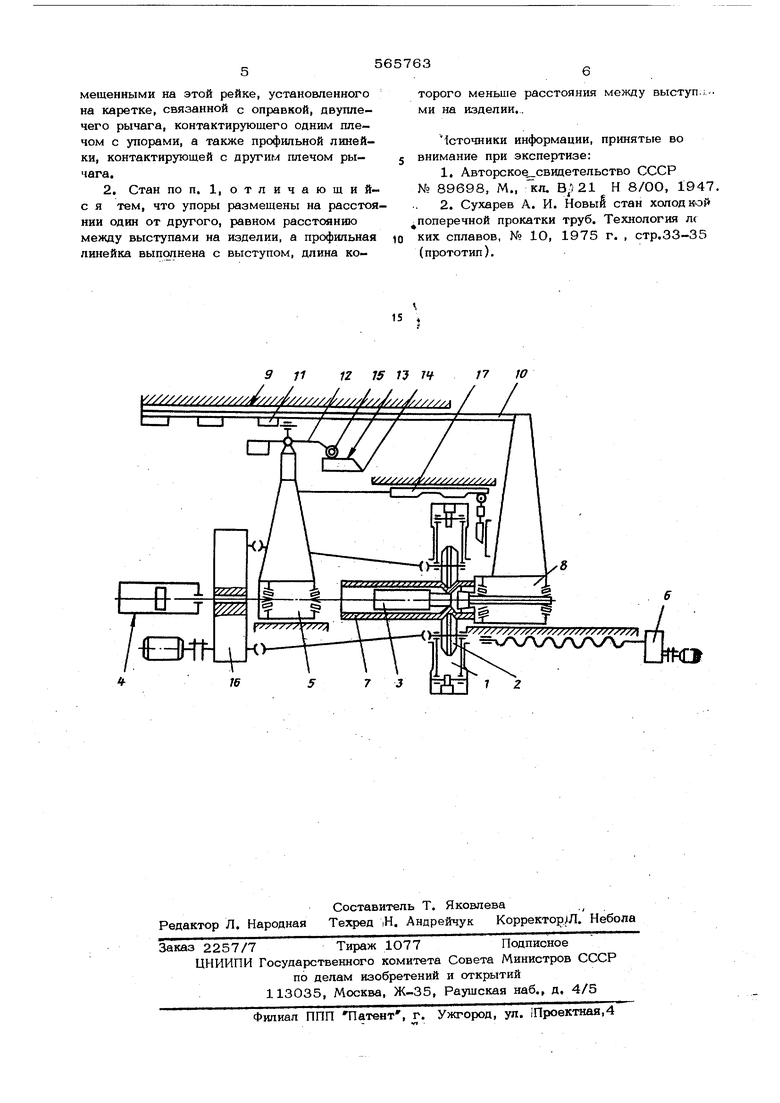
очага деформации и скоростей перемещения оправки и прокатываемой трубы приводит к несоответствию положения участков с выступами по внутреннему диаметру, а следовательно, к браку. Целью изобретения является повышение качества получаемых изделий. Это достигается тем, что стан снабжен механизмом для синхронизации перемещения оправки и заготовки, вьгполненным В виде закрепленной на тянущей каретке рейки с упорами, размешенными на этой рейке; установленного на каретке, связанной с оправкой, двуплечего рычага, контактирующего одним плечом с упорами, а также профильной- линейки I контактирующей с дру гим .плечом рычага. При этом упоры размещены на расстоянии один от другого, равном расстоянию между выступами на изделии, а профильная линейка выполнена с выступом, длина которого меньше рассто ния между выступами на изделии. Такое выполнение устройства обеспечи.вает строгое соответствие положения оправ ки в очаге деформации относительно прокатываемой заготовки, что гарантирует точность получаемых изделий. На чертеже изображен стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру. Стаи содержит клеть 1 с рабочими валками 2, оправку 3с механизмом 4 ее . осевого перемещения, имеющим каретку 5, связанную с оправкой 3, и механизм 6 осевого перемещения заготовки 7 с тянущей кареткой 8. Стан имеет механизм 9 для .синхрОниза ции перемещения оправки 3 и заготовки 7 который выполнен в виде закрепленной на тянущей каретке 8 рейки 10 с упорами 11, размещенными на этой рейке, установ ленного на каретке 5, связанной с оправко 3, двуплечего рычага 12, контактирующегоодним плечом с упорами 11, а также профильной линейки 13, контактирующей с другим плечом рычага 12. Упоры 11 размещены один от другого на расстоянии равном расстоянию между выступами на изделии, а профильная лине ка 13 выполнена с выступом 14, длина которого меньще расстояния между выступами на изделии. Устройство работает следующим образом. В исхшном положении каретка 5, связанная с оправкой 3, стоит в крайнем левом положении. При этом конец оправки 3 меньщего диаметра находится под рабочими валками 2, а тянущая каретка 8 с закрепленной на ней рейкой 1О с упорами 11-. крзайнем левом положении. Один конец двуплечего рычага 12 упирается в упор 11 рейки 10, а другой конец роликом 15 опирается на профильную линейку 13.. При включении привода 16 вращения рабочих валков 2 последние с помощью копирно- следящей системы 17 сводятся на прокатку необходимого наружного диаметра заготовки 7 и включается механизм 6 осевого перемещения прокатываемой заготовки 7 с тянущей кареткой 8, которая перемещает закрепленную на ней рейку 10, Рейка 10 упором 11 тянет за собой каретку 5, связанную с оправкой 3, воздействуя на двуплечий рычаг 12. При этом другой конец рычага 12 роликом 15 опирается на профильную линейку 13, перемещаясь по ней. При прохождении меньшего диаметра оправки 3 валков 2 и определенной длины оправки больщего диаметра ролик 15, дойдя до сплошной части профильной линейки 13, выводит другой конец двуплечего рычага 12 из зацепления с упором 11 рейки 10. Дальнейшая прокатка заготовки с большим внутренним диаметром происходит без сцепления рейки 10 с двуплечим рычагом 12. По окончании прокатки участка с боль-, шим внутренним диаметром дается коман- / да на перемещение оправки 3 в исходное положение, ; При этом ролик 15, двигаясь по профильной линейке 13, поворачивает двуплечий рычаг в исходное положение и он упирается в следующий упор рейки 1О. Далее цикл повторяется. Предложенный стан поперечной прокатки позволяет повысить качество получаемых изделий путем синхронизации осевого перемещения прокатываемой заготовки и ступенчатой оправки, в результате чего сокращаются концевые отходы и повышается производительность стана. Формула изобретения 1. Стан для поперечной прокатки полш1Х профильных изделий с выступами по внутреннему диаметру, содержащий клеть с рабочими валками, оправку с механизмом ее осевого перемещения, имеющим .каретку, связанную с оправкой, механизм осевого перемещения заготовки, имеющий тянущую каретку, отличающийся тем, что, с целью повышения качества получаемых изделий, он снабжен механизмом для синхронизации : перемещения оправки и заготовки, выполненным в виде закрепленной на тянущей каретке рейки с упорами, размешенными на этой рейке, установленного на каретке, связанной с оправкой, двуплечего рычага, контактирующего одним плечом с упорами, а также профильной линейки, контактирующей с другим плечом рычага.
2. Стан по п. 1, отличающийс я тем, что упоры размещены на расстоянии один от другого, равном расстоянию между выступами на изделии, а профильная линейка выполнена с выступом, длина которого меньще расстояния между выступ.:-. ми на изделии..
Мсточники информации, принятые во внимание при экспертизе:
1,Авторское,свидетельство СССР
№ 89698, М., кп. Н 8/00, 1947.
2.Сухарев А. И. Новы стан холодной поперечной прокатки труб. Технология лс
ких сплавов, № 1О, 1975 г. , стр.33-35 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий C пЕРЕМЕННыМВНуТРЕННиМ диАМЕТРОМ | 1978 |
|
SU795685A1 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| ПРИЕМНО-ЗАДАЮЩИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2030936C1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
Л
12 15 и Щ v/ //////y y / //J////////////l// J// / / yy,j, Э
Ю
17 / I
