Изобретение относится к сварочному оборудованию и может применяться в устройствах для автоматической дуговой сварки.
Известен мундштук для электродуговой сварки и наплавки металлов, содержащий токоподводящий элемент, выполненный в виде вставленной в корпус мундштука втулки, в которую помещены шарики из элект ропроводного материала.
Наличие в токоподводящем элементе подвижных в процессе сварки частей приводит к нарушению стабильности процесса сварки, кроме того, сложен и трудоемок процесс иэгспчжления шариков из электропроводного материала.
Известно устройство для контактного тока сварки к сварочной проволоке, содержащее токоподвод, выполненный в виде двух роликов с канавками для первоначаль- ного направления проволоки, установленных в корпусе с возможностью поворота вокруг своих осей под действием пружины кручения Устройство снабжено также шестерней, соединенной с пружиной кручения и находящейся в зацеплении с двумя другими шестернями, каждая из которых установлена соосно с соответствующим роликом и связана с ним.
.Это устройство также имеет подвижные токоподводящие элементы, следствием чето является нарушение стабильнос1-и про™ цесса сварки, и снижение качества сварных швов.
Наиболее близка к изобретению по технической сущности горелка для электродугсжой сварки плавящимся электродом, содержащая корпус с ра;змещенным в нем направляющим элементом в виде втулки с двумя взаимно перпендикулярными пазами и токоподводящие элементы в виде пластин, расположенных водном из пазсю и взаимодействующих с пластинчатыми пружинами через систему призм.
Оснсаной недостаток известней горелки наличие в цепи сварочного тока, помимо скользящего контакта между сварочной проволокой н контактным элементом, еще не СКОЛЬКИХ сй.опЬ;эящйх в прмсессе сварки контактов: между пазсжой втулк Л, к которой
подводится ток, и треугольными призмами, а также между треугольными призмами и контактными элементами. Это приводит к увеличению потерь в иепи сварочного токб, и нарушению стабильности npraiecca сварки. g Не исключена также возможность оплавления поверхностей в этих доттолнительных контактах, что может Вывести горелку из строя.
Цель изобретения - псжышение долговечности устройства, его надежности в работе 0 и стабилизация процесса сварки.
Цель достигается тем, что в предлагаемом устройстве токоподводящему элементу придана форма пластины с контактными выо тупами на обеих сторонах, направляющий jig элемент выполнен в виде цилиндра cV-обраг ными канавками на его псжерхности, установлен с возможностью поворота вокруг ев о. ей оси и подпружинен относительно токсбподводящего элемента, а одна из V -обраэ- 20 ных канавек направляющего элемента расположена напротивсоответствующего контах тного высту;;а тсясоподводящего элемента.
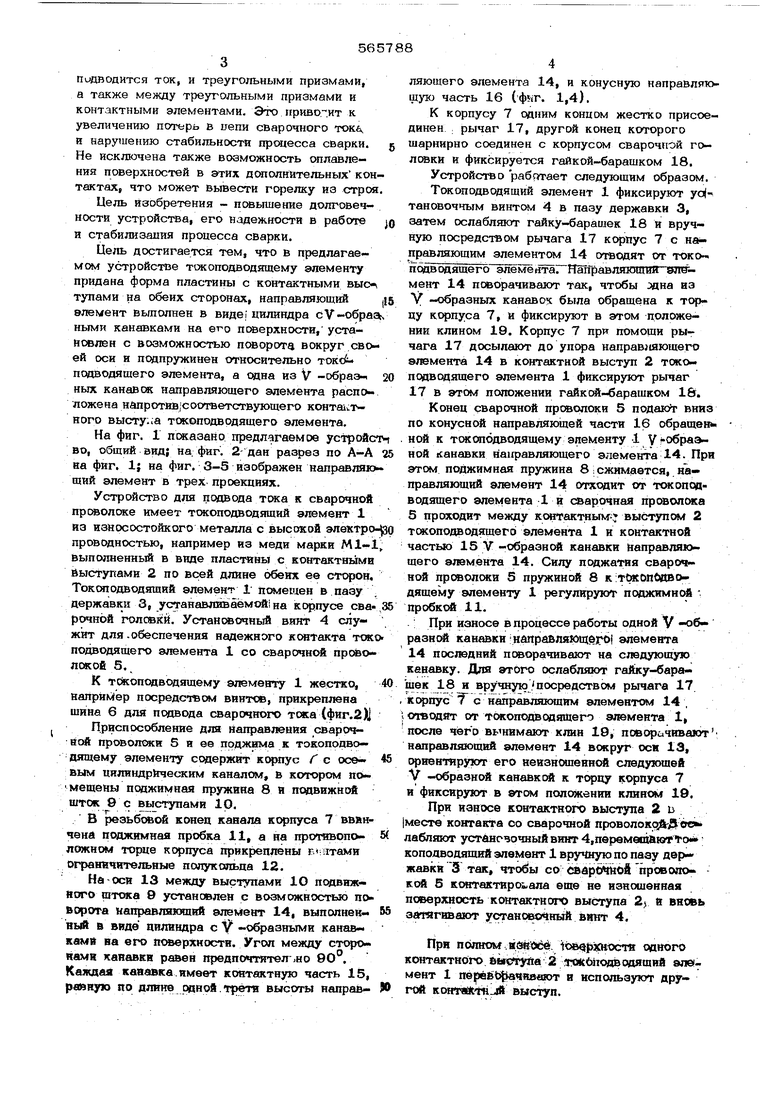
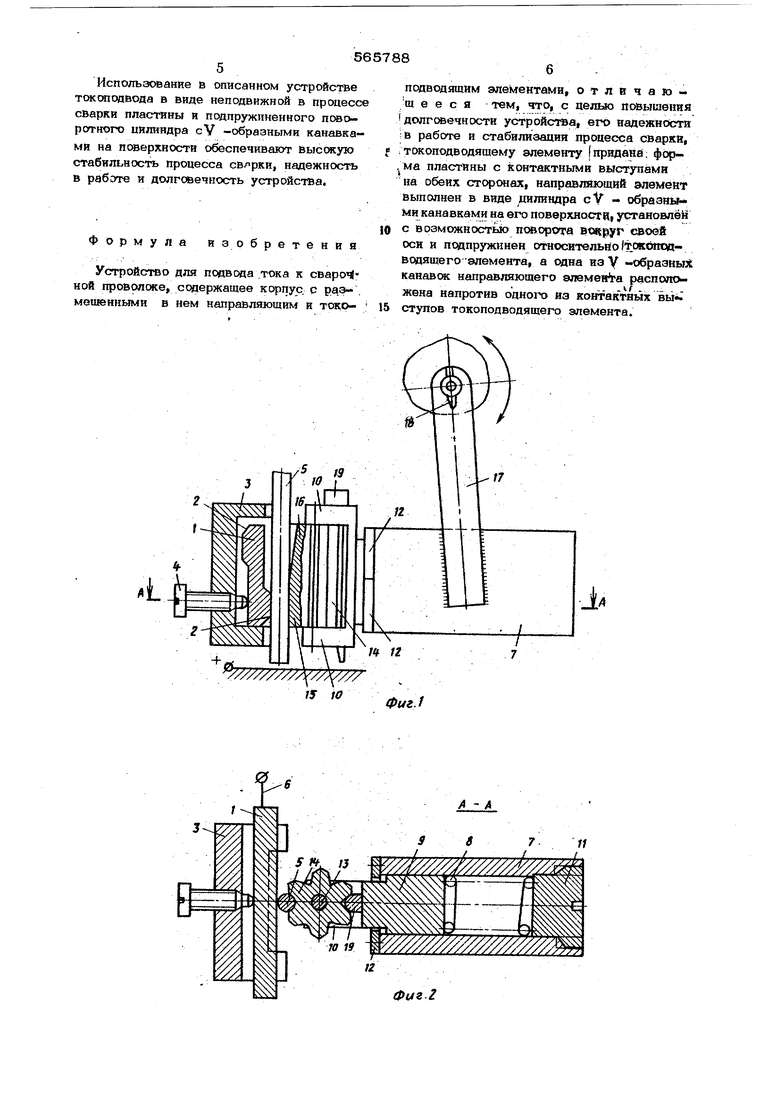
На фиг. 1 псжазано предлагаемое устройстн во, общий ВИД} на; фиг. 2-дан разрез по А-А 25 на фиг. 1; на фиг. 3-5 изображен направляющий элемент в трех проекциях.
Устройство для подвода тока к сварочной прсжолоке имеет токоподводяший элемент 1 ИЗ износостойкого металла с высокой электропроводностью, например из меди марки М1-1, выполненный в виде пластины с контактными йыступами 2 по всей длине обегос ее сторон. Токоподводяший элемент Г помещен в пазу . державки 3, усгганавливаемой на сва-,35 рочной голсвкй. Устан(жочный винт 4 служит для.обеспечения надежного контакта тисоподводящего элемента 1 со сварочной прсжолсжой 5..
К тйкоподводяшему элементу 1 жестко, 40 например посредством винтсв, прикреплена шина 6 для подвода сварочного тока (фиг.2)1
Приспособление для направления сварочной проволсжи 5 и ее поджима к токоподво- д$пцему элементу содержит корпус С с осе- 45 вым иилиндрЬческим каналом, в котором помешены поджимная пружина 8 я подвижной шток 9с выступами 10.
В резьб жой конец канала корпуса 7 ввинчена поджимная пробка 11, а ва протявопо- 5( ложном торце корпуса прикреплены р.:;1тами ограш чительные полукольца 12.
На-оси 13 между выступами 10 подввжо його штока 9 установлен с возможностью поворота иаправлякхоий элемент 14, выполнен- 55 ньй в виде цилиндра с V -образными канавками ва его поверзсностн. Угол между сторояам8 каяавкн равен предпочтятел но 90 . Каждая кааавка. имеет контактную часть 15, равную по длине одной.трети высоты неправ- Я
ляющего элемента 14, и конусную направляк щую часть 16 {ф«(Г. 1,4).
К корпусу 7 одним концом жестко присоединен рычаг 17, другой конец которого шарнирно соединен с корпусом сварочной голс ки и фиксируется гайкой-барашком 18.
Устройство рябйтает следующим образом.
Токоподводящий элемент 1 фиксируют уо(тановоччым винтом 4 в пазу державки 3, затем ослабляют гайку-барашек 18 и вручную посредством рычага 17 корпус 7 с на правляющим элементом 14 отводят от токоподводящего элемёйпга7 НагГравляющиИ эла- мент 14 поворачивают так, чтобы дна из V -образных канавою была обращена к торцу корпуса 7, и фиксируют в этом положении клином 19, Корпус 7 при помощи рычага 17 досылают до упора направляющего элемента 14 в контактной выступ 2 TOKt подводящего элемента 1 фиксируют рычаг 17 в этом положении гайксй-баращком 1&.
Конец сварочной проволоки 5 подают вниз по конусной направляющей части 16 обращен . ной к тскшодводящему элементу 1 у г рааной канавки направляющего элемента 14. Пр атом поджимная пружина 8: сжимается, направляющий элемент 14 отходит от тсжопсдводящего элемента 1 и сварочная проволсжа 5 прсосодит между контактным; выступом 2 токоподводящего элемента 1 и контактной частью 15 V -образнсЛ канавки направляющего элемента 14. Силу поджатия сварочной проволоки 5 пружиной 8 к:тйкоп йводящему элементу 1 регулируют поджимной пробке 11.
При износе в процессе работы одной V бразной канавки направляющего элемента 14 последний псжорачивают на следующую канавку. Для этого ослабляют гайку-барашек 18 и вручную.посредством рычага 17 , корпус Т с направляющим элементом 14 , ; отводят от тсжоподасдяшего элемента 1, после чёго вь нмают клин 19, поворачивают направляющий элемент 14 вокруг оск 13, ориентируют его нензнощенн; следующей V -образной канавксй к торцу корпуса 7 и фиксируют в этом полсжении клином 19.
При износе контактного выступа 2 ь |меств контакта со сварочной проволокзй-Двс лабляют устансчочныйвинт4,пврвмв1пают1о коподводяшяй элемент 1 вручную по пазу державки 3 так, чтобы со ёварбЧНОЙ проволокой 5 к(жтактнрОшала еще не изнощенная поверхность контактного выступа 2 и вновь затягивают установочный вннт 4.
При полном ивй.1о §| : 1Остя одного контактного ducfryita 2 тюкбподв одяший элемент 1 пёреёЬ ючнавют и используют другой KOHTeatirtijft ьыступ. Использование в описанном устройстве токоттодвода в виде неподвижной в процессе сварки пластины и подпружиненного поворотного цилиндра cV -образными канавками на поверхности обеспечивают выссжую стабильность процесса сварки, надежность в работе и долговечность устройства. Формула изобретения Устройство для подвода тока к свароч|ной проволсже, содержащее корпус, с ра.з-. мешенными в нем направляющим и токоподводящимэлементами, отлвчающ е е с я тем, что, с целью пслышеиия долговечности устройства, его надежности ;в работе и стабилизация процесса сварки, токоподводящему элементу придана; фс ма пластины с контактными выступами иа обеих сторонах, направляющий элемент выполнен в виде цилиндра cV - образны- ми канавками на его поверхности, установлен с возможностью поворотчз вокруг своей оси и подпружинен относительйо/тоководводящего элемента, а одна из Y -образны: ; канавсж направляющего элемента pacnomv жена напротив одно1Х) из контактных вы« ступов токоподводящего элемента.
////////// /ТЛ / 1У to
Фиг /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU1031683A1 |
| Мундштук к сварочным головкам и горелкам | 1971 |
|
SU721271A1 |
| Токопроводящий мундштук для сварочных автоматов | 1975 |
|
SU541613A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Устройство для контактной сварки | 1988 |
|
SU1632692A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1973 |
|
SU363561A1 |
| Токоподводящий мундштук | 1984 |
|
SU1235683A1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| Головка для сварки и наплавки | 1984 |
|
SU1217613A1 |
| Устройство для дуговой сварки плавящимся электродом | 1986 |
|
SU1371823A1 |
Фиг Z
н
Фиг.З
Б В
W
IS
