Изобретение относится к сварке и может быть использовано в автоматах и полуавтоматах для дуговой сварки плавящимся электродом.
Цель изобретения - повышение точности направления электрода на стык.
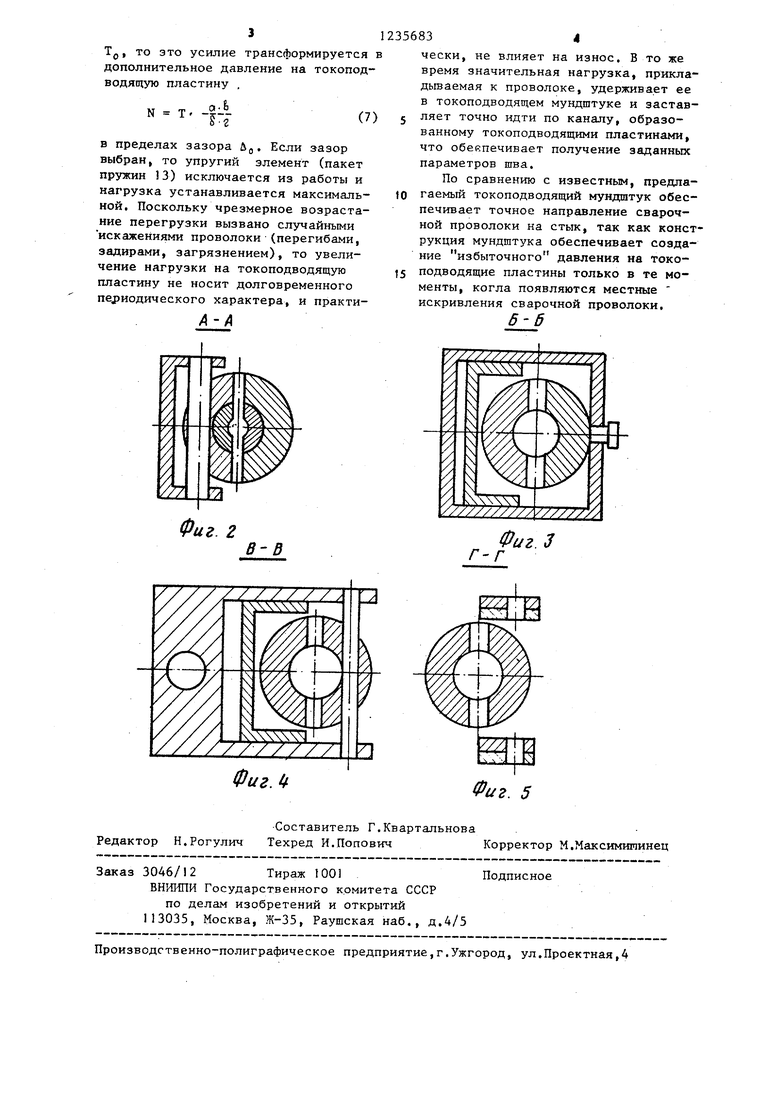
На фиг, 1 представлен мз ндштук, общий вид, в разрезе; на фиг.2 - разрез А-А на (Ьиг,; на Фиг.З - разрез В-Б га фиг,1;на Лиг,4 - разрез В-В на фиг,1; на Лиг,5 разрез Г-Г на фиг,1,
Горелка содержит корпус, выполненный с неподвижным злементом I и
подвижным элементом 2, образующими ка- 5 вкладьцпа по формуле
Верхний предел давления N, определенный по допустимому критическому давлению при механическом износе для большинства материалов контакт- нмх вкладышей (медь, Ml, М2, МЗ или МЦ, бронза БрАЖ-9-4 БрХ-08; Бр-Б-2) не создавать удельного давления больше
q ,iO,8 - ,0 МПа.(3)
Нижний предел N определяется допустимым сопротивлением переходной ЗО1-ГЫ Rf, и его можно рассчитать для принятого материала контактного
нал для направления плавящегося электрода, на которых закреплены токоподводящие пластины 3 и 4. Рычаг 5 закреплен на элементе 2 пот- средством оси 6. Второй конец рычага 5 посредством оси 7 закреплен на Г-образном рычаге 8, опорной точкой которого является ось 9, установленная в элементе 1. На элементах I и 2 установлен хомут 10 выполненный с выступом, являющимся опорной рычага 5, Корпус элементы 1 и 2) установлен в колодке I,
На другом конце Г-образного рычага 8 крепится тяга 12 с пакетом пружин HS гайкой 14 и контргайкой-15. Подвижный элемент 2 опирается на опору 16.
Устройство работает следующим образом.
После установки сварочной проволоки (плавящегося электрода) между пластинами 3 и 4, пластина 3 поджимается затягиванием тяги 12 гайкой 14 через пакет пружин 13 до некоторого начального усилия N, которое заранее определено. Затем затягивается контргайка 5, причем таким образом, что между ней и колодкой 11 остается некоторый зазор u(j , заранее определенный. Усилие NJ на вкладьппе в зависимости от усилия затягивания тяги можно рассчитать по формуле
N
т
° 5- г
(1)
длина элементов рычажной системы. затягивания тяги
г
..ft
(2)
N
(А)
где с - коэффициент, зависящий от
вгачества обработки и состояния контактных поверхностей, равен 1 а 5-3,0;
Н« твердость материала контактного вкладьппа по Бринелю; Я„- допустимое сопротивление пе
реходной зоны;
р - удельное сопротивление материала контактирующих поверхностей, большее по абсолютной величине.
Величина усилия прижатия токопод- водящей пластины к проволоке является весьма важным параметром токопрд- водящего мундштука. Как чрезмерное его увеличение, так и уменьшение резко снижают долговечность работы. При yвeл гчeнии контактного давления вьщ1е q . хотя и уменьшается сопротивление переходной зоны, и улуч- шается прилегание токоподводящей пластины к проволоке, ко резко возрастает механический износ. При уменьшении усилия до величины, мень- щей N щ уменьшается механический износ, но увеличивается сопротивление переходной зоны, ухудшается прилега- ние токоподводящей пластины к проволоке, резко возрастает электромеханический износ. Токоподводящий мундштук дает возможность объективно устанавливать и поддерживать в заданных пределах контактные усилия, обеспечивающие оптимальные условия токосъема. Для этого достаточно рассчитать ( -) величину усилия и его выставить.
Если усилие сопротивления подаче в токоподводе Т превышает значение
31
Tjj, то это усилие трансформируется в дополнительное давление на токопод- водящую пластину ,
N-T.-l-t
В пределах зазора Лд. Если зазор выбран, то упругий элемент (пакет пружин 13) исключается из работы и нагрузка устанавливается максимальной. Поскольку чрезмерное возрастание перегрузки вызвано случайными искажениями проволоки {перегибами, задирами, загрязнением), то увеличение нагрузки на токоподводящую пластину не носит долговременного периодического характера, и практиА-А
1
в
2356834
чески, не влияет на износ. В то же время значительная нагрузка, прикладываемая к проволоке, удерживает ее в токоподводящем мундштуке и застав- 5 ляет точно 1адти по каналу, образованному токоподводящими пластинами, что обекпечивает получение заданных параметров шва.
По сравнению с известным, предлагаемый токоподводящий мундштук обеспечивает точное направление сварочной проволоки на стык, так как конструкция мундштука обеспечивает создание избыточного давления на токо- подводящие пластины только в те моменты, когла появляются местные искривления сварочной проволоки,
6-6
10
t5
Фиг. 2
В-В
ФигЛ
Фи2. 5
Составитель Г.Квартальнова Редактор Н,Рогулич Техред И.ПоповичКорректор М,Максимииинец
Заказ 3046/12 Тираж 100
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д,4/3
Производственно-полиграфическое предприятие,г.Ужгород, ул.Проектная,4
Подписное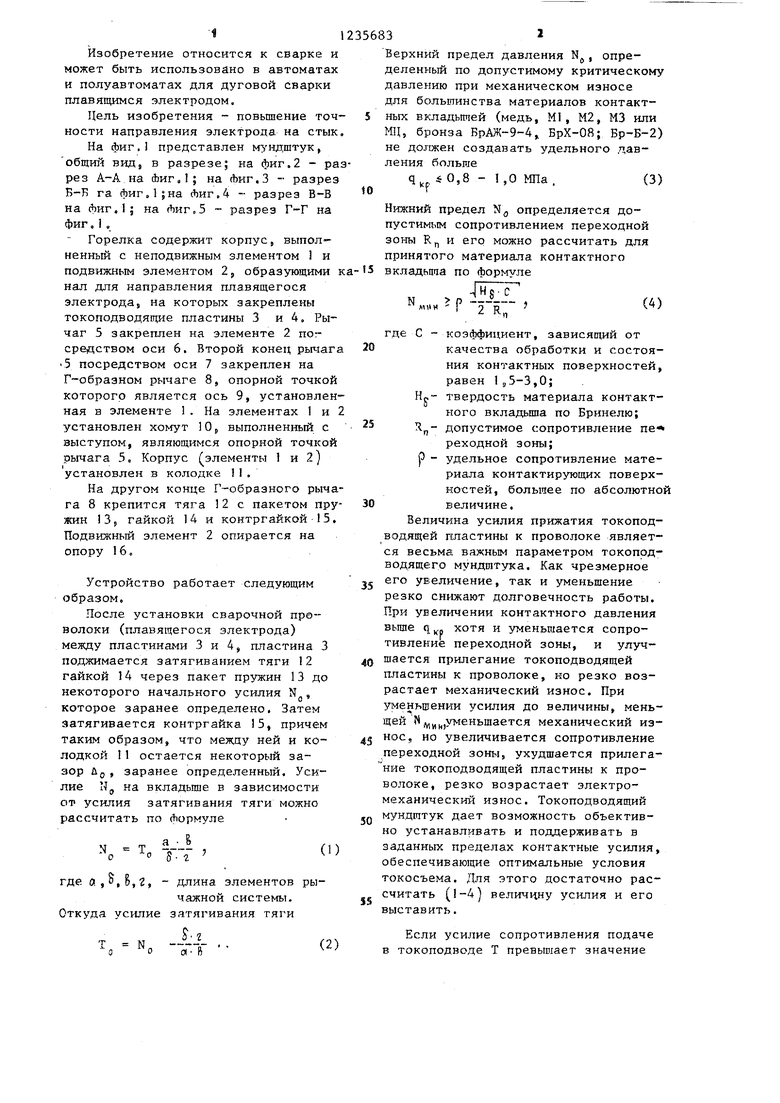
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Мундштук к сварочным головкам и горелкам | 1985 |
|
SU1278145A1 |
| Мундштук к устройствам для дуговой сварки | 1986 |
|
SU1397214A1 |
| Токоподводящий мундштук | 1987 |
|
SU1447593A1 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |
| Мундштук к устройствам для дуговой сварки | 1987 |
|
SU1558601A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| Ходовой трехроликовый люнет | 1935 |
|
SU43545A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
