1
Изобретение относится к области машиностроения.
Известны устройства для сварки арматурfibix каркасов, содержащие синхронно вращающиеся нланшайбы с подпружиненными электродами и кондуктором, токоподводящие ролики, механизмы вращения планшайбы и продольного перемещения каркаса.
Однако в известных устройствах расстояние между планшайбами не может быть меньще 120 мм, что обуславливает длину каркасов с неприваренной поперечной проволокой. Кроме того, расходуется много электроэнергии, так как участки продольных стальных стержней, замыкающие цепь сварочного тока, имеют значительное электрическое сопротивление.
Для повышения производительности процесса изготовления каркасов в предлагаемом устройстве кондуктор оснащен шарнирно установленными по его периметру двуплечйми рычагами по числу электродов, на одних концах которых смонтированы сменные внутренние электроды, контактирующие с продольными стержнями сеток, а на других выполнены выступы, взаимодействующие с роликами.
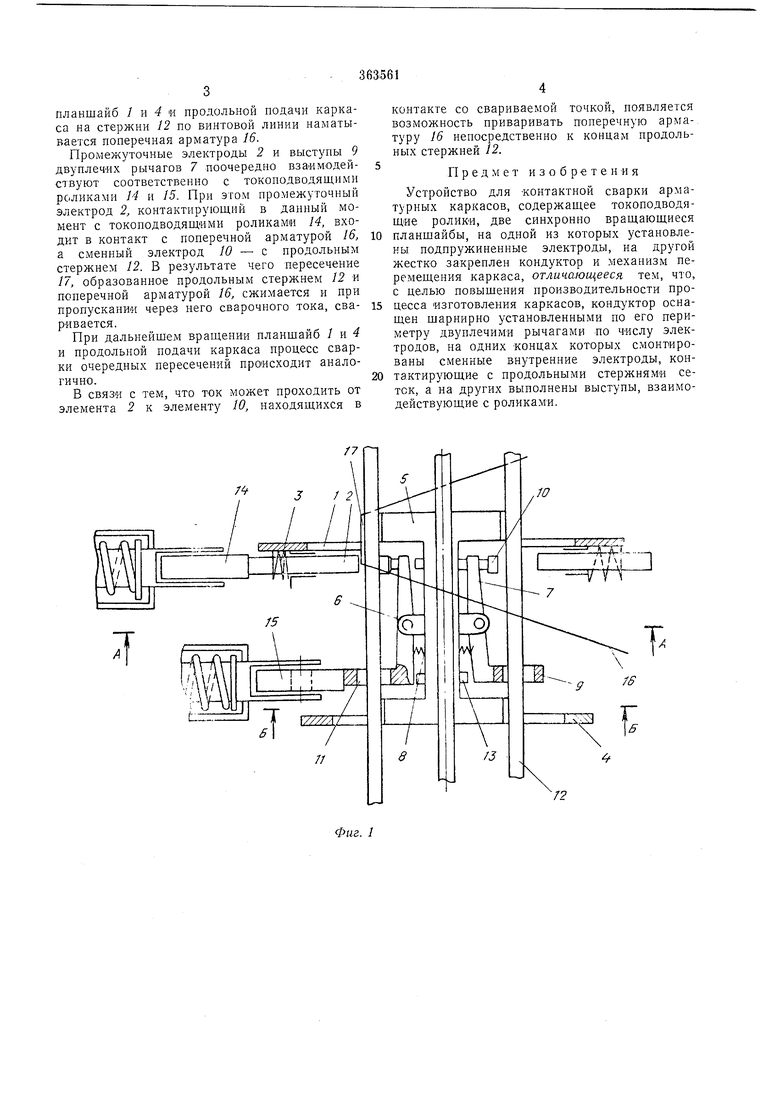
На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - то же, сечение Л-Л на фиг. 1; на фиг. 3 - то же, сечение Б-Б на фиг. 1.
Устройство содержит вращающуюся планшайбу /, на которой радиально установлены промежуточные электроды 2 и подпружинены пружинами 3. Соосно с планшайбой / установлена планшайба 4, на которой жестко закреплен кондуктор 5. Планшайбы 1 н 4 имеют синхронизатор вращения (на чертеже не показан). На кондукторе 5 жестко закреплены проущины 6, в которых щарнирно установлены рычаги 7 и подпружинены пружинами 8. Рычаги 7 имеют на одном конце выступы 9, а на другом - сменные электроды Ю. Выступы 9 имеют окна 11 для пропуска продольных стержней 12. Качание двуплечих рычагов 7 ограничено в заданных пределах регулируемыми по высоте упорами 13.
Подпружиненный токоподводящий ролик 14 установлен в плоскости размещения промежуточных электродов 2 и контактирует с
ними, а подпружиненный токоподводящий ролик 15 расположен в плоскости выступов 9 п контактирует с ними. Токоподводящие ролики 14 и 15 подключены к концам вторичной обмотки сварочного трансформатора (на чертеже не показано). На стержни 12 спирально намотана поперечная арматура 16.
Предлагаемое устройство работает следующим образом. Продольные стержни 12 укладывают в пазы кондуктора 5. При синхронном вращении
планшайб } и 4 и продольной подачи каркаса на стержни 12 по винтовой линии наматывается поперечная арматура 16.
Промежуточные электроды 2 и выступы 9 двуплечих рычагов 7 поочередно взаимодействуют соответственно с токоподводяш,ими роликами 14 и 15. При этом промежуточный электрод 2, контактирующий в данный момент с токоподводящими роликами 14, входит в контакт с поперечной арматурой 16, а сменный электрод 10 - с продольным стержнем 12. В результате чего пересечение 17, образованное продольным стержнем 12 и поперечной арматурой 16, сжимается и при пропускании через него сварочного тока, сваривается.
При дальнейшем вращении планшайб 1 и 4 и продольной подачи каркаса процесс сварки очередных пересечений происходит аналогично.
В связи с тем, что ток может проходить от элемента 2 к элементу 10, находящихся в
контакте со свариваемой точкой, появляется возможность приваривать поперечную арматуру 16 непосредственно к концам продольных стержней 12.
гт
Предмет изобретения
Устройство для -контактной сварки арматурных каркасов, содержащее токоподводящие роликИ, две синхронно вращающиеся
планшайбы, на одной из которых установлены подпружиненные электроды, на другой жестко закреплен кондуктор и механизм перемещения каркаса, отличающееся тем, что, с целью повышения производительности процесса изготовления каркасов, кондуктор оснащен шарнирно установленными по его периметру двуплечими рычагами по числу электродов, на одних концах которых смонтированы сменные внутренние электроды, контактирующие с продольными стержнями сеток, а на других выполнены выступы, взаимодействующие с роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU298445A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU315554A1 |
| Устройство для сварки арматурных каркасов | 1978 |
|
SU685398A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1983 |
|
SU1119807A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| УСТРОЙСТВО для СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1972 |
|
SU326035A1 |

I 7///л/
//
8
е
ш
иг.2
