1
Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей из трубных заготовок и может быть использовано в авиационной и смежных с ней отраслях промышленности.
Известны конструкции обжимных штампов, содержащие в качестве основных элементов матрицу, пуансон и ограничивающую обойму
этом возможности формоизменения
ограиичиваются окружной потерей устойчивости тонкостенных заготовок в зоне деформации.
Для предотвращения гофрообразования в штампы известных конструкций встраивают прижимы 2.
Применение жестких прижимов с постоянным контактом с заготовкой увеличивает силы трения и, как следствие этого, потребное усилие деформирования. С ростом усилия увеличивается оласность потери осевой устойчивости заготовки в зоне передачи усилия, что снижает возможности формоизменения. Последнее наиболее характерно для тонкостенных оболочек, обладающих малой несущей способностью.
Целью изобретения является уменьшение усилия деформирования.
Указанная цель достигается тем, что прижим снабжен хвостовиком с кольцевыми проточками, а в пуансоне выполнены радиальные отверстия, в которых размещены по два подпружиненных шарика, при этом один из шариков взаимодействует с внутренней поверхностью обоймы, а другой - с кольцевыми проточками хвостовика.
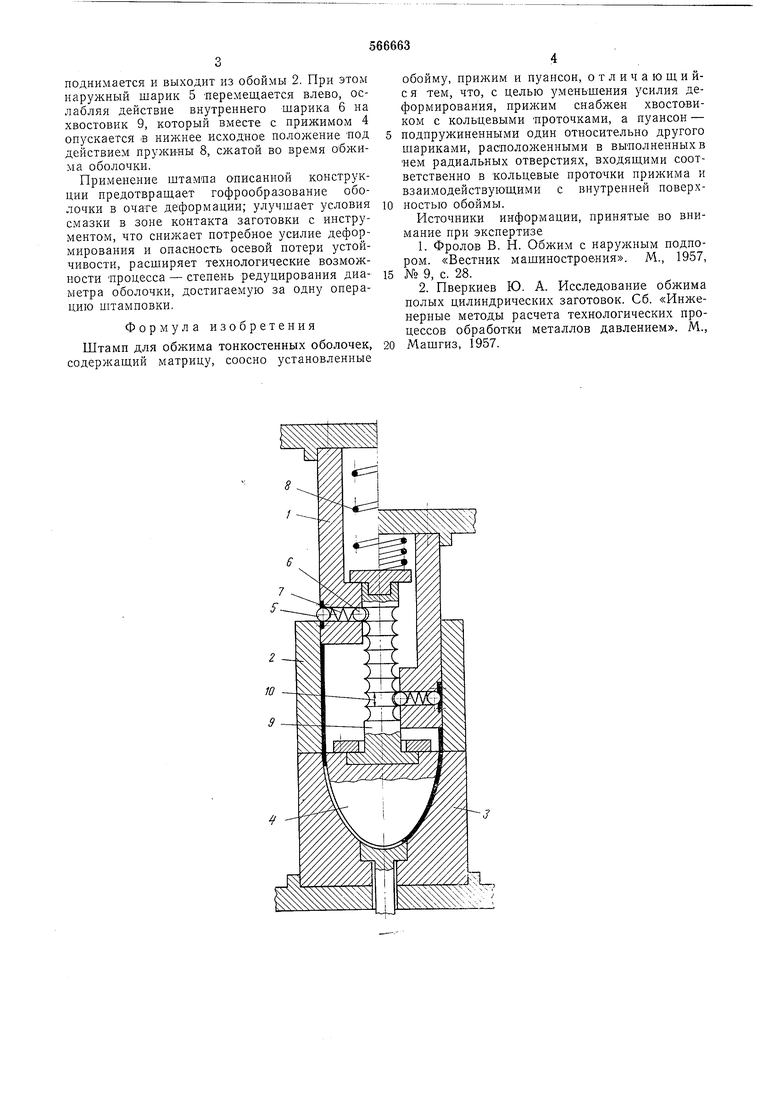
На чертеже изображен штамп (слева - исходное положение элементов штампа, справа - рабочее положение).
Штамп состоит из пуансона 1, обоймы 2, матрицы 3 и прижима 4. Пуансон снабжен подпружиненными пружиной 7 один относительно другого шариками. Прижим имеет подпружиненный пружиной 8 хвостовик 9 с выполненными на нем кольцевыми проточками 10.
Заготовка фиксируется в штампе по направляющему пояску матрицы 3. При опускании пуансона 1 наружный шарик 5 катится по
внутренней поверхности обоймы 2, сжимает пружину 7, заставляя тем самым внутренний шарик 6 за падать в кольцевые проточки 10 хвостовика 9. При западании шарика 6 в проточки хвостовика 9 в зоне деформации заготовки при перемещении ее в матрицу 3 образуются легкие окружные складки, а при выходе шарика из Проточек хвостови::а возникает усилие прижима со стороны прижима. Последнее устраняет возникающие окруж ные
складки. По окончании штамповки пуансон 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| Штамп для обжима тонкостенных оболочек | 1976 |
|
SU592492A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для раздачи тонкостенных оболочек | 1979 |
|
SU772651A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ, ЭЛЛИПТИЧЕСКИХ И ДРУГИХ КУПОЛООБРАЗНЫХ ДНИЩ | 1991 |
|
RU2018389C1 |
| Штамп для гибки П-образных деталей | 1985 |
|
SU1286319A1 |
