Изобретение относится к обработке металлов давлением, преимущественно к технологической оснастке для холодной листовой штамновки, и может быть использовано для гибки П-образных деталей типа скоб.
Целью изобретения является повышение точности штамповки деталей и уменьшение усилия штамповки.
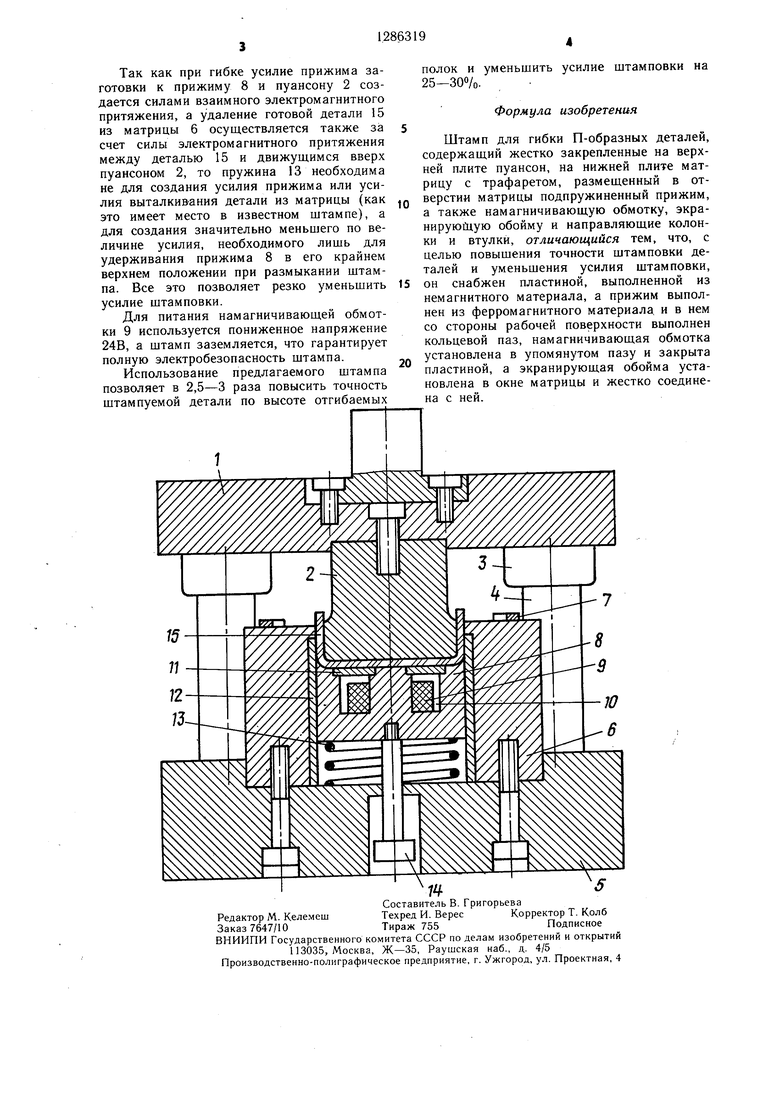
На чертеже изображен штамп, обш,ий вид.
Штамп для гибки П-образной детали содержит верхнюю плиту 1 с жестко закрепленными на ней пуансоном 2 и направляю- ш,ими втулками 3, контактирующими с направляющими колонками 4, жестко закрепленными в нижней плите 5, па которой жестко закреплена матрица 6 с установленным па ней трафаретом 7, охватывающая подпружиненный в направлении перемещения пуансона прижим 8. Штамп снабжен намагничивающей обмоткой 9, расположенной в кольцевом пазу 10, выполненном в прижиме 8 со стороны его рабочего торца и закрытой пластиной 11, и экранирующей обечайкой 12, охватывающей прижим 8 по его боковой поверхности и жестко соединенной с матрицей 6. Прижим подпружинен при помощи пружины 13, установленной между ним и нижней плитой 5 в полости матрицы 6. В прижим 8 со стороны его нерабочего торца ввернут винт 14, ограничивающий перемещение прижима 8 вверх под действием пружины 13 при размыкании штампа.
Прижим 8 выполнен из ферромагнитного материала - электротехнической стали или пермаллоя, что позволяет снизить потери энергии на его намагничивание и создать необходимую конфигурацию магнитного поля. Пластина 11, предохраняющая намагничивающую обмотку 9 от повреждения и загрязнения, выполнена из немагнитного материала (нержавеющей немагнитной стали), что дает возможность замкнуть магнитную цепь через щтампуе- мую деталь 15, т. е. сосредоточить в этой детали магнитный поток, и тем самым существенно повысить силу притяжения детали 15 к прижиму 8. Экранирующая обечайка 12 выполнена также из немагнитного материала, что позволяет исключить магнитный поток утечки с прижима 8 в матрицу 6 и, следовательно, повысить эффективность действия прижима 8.
Намагничивающая обмотка 9 снабжена гибким двухкильным электрокабелем (не показан), проложенным в каналах нижней плиты 5,-к клеммам которой подается напряжение для питания обмотки.
Трафарет 7, жестко закрепленный на зеркале матрицы 6, обеспечивает точную установку па ней плоской заготовки перед гибкой.
5
0
5
0
5
0
5
0
5
Штамп работает следующим образом.
Перед началом штамповки, когда штамп находится в разомкнутом состоянии и прижим 8 занимает крайнее верхнее положение, при котором поверхность его рабочего торца находится на одном уровне с зеркалом матрицы 6;на зеркало матрицы 6 по трафарету 7 укладывается плоская заготовка. Затем листоштамповочный пресс, на котором установлен штамп, включается в работу, при этом управляющая электросхема пресса одновременно подключает электр- питание к намагничивающей обмотке 9 и между прижимом 8 и находящейся с ним в контакте плоской заготовкой возникает сила притяжения, надежно удерживающая заготовку от сдвига на прижиме 8 как перед началом гибки в период приближения пуансона 2, так и в процессе гибки ее пуансоном 2 при дальнейщем смыкании штампа. В момент соприкосновения пуансона 2 с плоской заготовкой между ними также возникает сила притяжения, так как часть магнитного потока в этом случае замыкается через материал заготовки и пуансон 2. Сила притяжения между плоской заготовкой и пуансоном 2, несколько меньщая силы притяжения между прижимом 8 и заготовкой, также препятствует сдвигу заготовки в процессе гибки и способствует повышению точности штампуемой детали 15.
После окончания гибки при размыкании штампа пуансона 2 готовая деталь 15 и прижим 8, соединенные между собой силами взаимного электромагнитного притяжения, сначала движутся вверх как единое целое, т. е. деталь 15 удаляется из матрицы 6 за счет силы притяжения между деталью 15 и движущимся вверх пуансоном 2. Затем при достижении прижимом 8 крайнего верхнего положения он продолжает удерживать на своей рабочей поверхности деталь 15, сначала отделяя ее от пуансона 2, а потом и окончательно снимая ее с движущегося вверх пуансона 2, так как сила притяжения между деталью 15 и прижимом 8 больще силы притяжения между деталью 15 и пуансоном 2. Далее при отключении пресса в крайнем верхнем положении ползуна одновременно отключается электропитание намагничивающей обмотки 9, а прижим 8 освобождает деталь 15, после чего она удаляется из рабочей зоны щтампа.
Отключение намагничивающей обмотки 9 только после полного размыкания штампа и съема детали 15 с пуансона 2 гарантирует точное позицирование детали 15 на нижней половине штампа перед ее удалением, что позволяет использовать промыщ- ленный робот не только для подачи в штамп плоской заготовки, но и для удаления детали 15 из рабочей зоны штампа.
Так как при гибке усилие прижима заготовки к прижиму 8 и пуансону 2 создается силами взаимного электромагнитного притяжения, а Удаление готовой детали 15 из матрицы 6 осуществляется также за счет силы электромагнитного притяжения между деталью 15 и движущимся вверх пуансоном 2, то пружина 13 необходима не для создания усилия прижима или усилия выталки&ания детали из матрицы (как это имеет место в известном щтампе), а для создания значительно меньщего по величине усилия, необходимого лишь для удерживания прижима 8 в его крайнем верхнем положении при размыкании штампа. Все это позволяет резко уменьшить усилие штамповки.
Для питания намагничивающей обмотки 9 используется пониженное напряжение 24В, а щтамп заземляется, что гарантирует полную электробезопасность штампа.
Использование предлагаемого штампа позволяет в 2,5-3 раза повысить точность штампуемой детали по высоте отгибаемых
полок и уменьшить усилие штамповки на 25-300/0.
Формула изобретения
Штамп для гибки П-образных деталей, содержащий жестко закрепленные на верхней плите пуансон, на нижней плите матрицу с трафаретом, размещенный в отверстии матрицы подпружиненный прижим, а также намагничивающую обмотку, экранирующую обойму и направляющие колонки и втулки, отличающийся тем, что, с целью повышения точности штамповки деталей и уменьшения усилия штамповки, он снабжен пластиной, выполненной из немагнитного материала, а прижим выполнен из ферромагнитного материала, и в нем со стороны рабочей поверхности выполнен кольцевой паз, намагничивающая обмотка установлена в упомянутом пазу и закрыта пластиной, а экранирующая обойма установлена в окне матрицы и жестко соединена с ней.
Составитель В. Григорьева
Редактор М. КелемешТехред И. ВересКорректор Т. Колб
Заказ 7647/10Тираж 755Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская иаб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4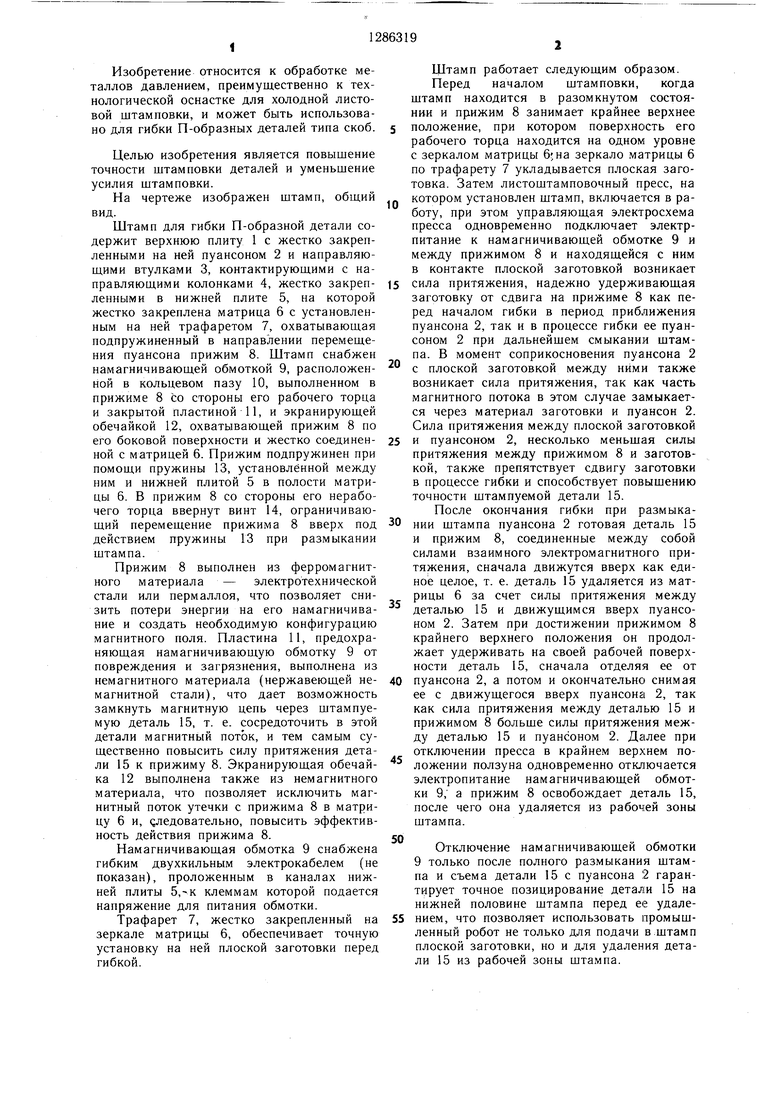
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп последовательного действия | 1980 |
|
SU995999A2 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ОДНОУГЛОВОЙ ГИБКЕ (ВАРИАНТЫ) | 2007 |
|
RU2359243C2 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| СПОСОБ ГИБКИ ДЕТАЛЕЙ КОРЫТООБРАЗНОГО СЕЧЕНИЯ | 1997 |
|
RU2122479C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2560799C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ВЫТЯЖКЕ СТАКАНА С ФЛАНЦЕМ (ВАРИАНТЫ) | 2010 |
|
RU2460985C2 |
Изобретение относится к штампам для изготовления П-образных деталей и позволяет повысить точность штампуемой детали и уменьшить усилие штамповки. Штамп состоит из верхней и нижней плит, на которых соответственно закреплены пуансон и матрица с прижимом (П). В кольцевом пазу П, выполненном из ферромагнитного материала, расположена намагничивающая обмотка, причем кольцевой паз закрыт пластиной из немагнитного материала, а сам П размещен внутри экрани- руюш,ей обечайки, выполненной также из немагнитного материала. Повышение точности и уменьщение усилия штамповки достигается за счет точной фиксации заготовки в момент гибки под действием электромагнитных сил притяжения, образующихся между П, заготовкой и пуансоном. 1 ил. S (Л ю 00 О5 и. со
| Малое А | |||
| Н | |||
| Технология холодной штамповки | |||
| М.: Машиностроение, 1969, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Фойгельман Г | |||
| А | |||
| Альбом конструкций универсальных штампов | |||
| М.: Машиностроение, 1965, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
