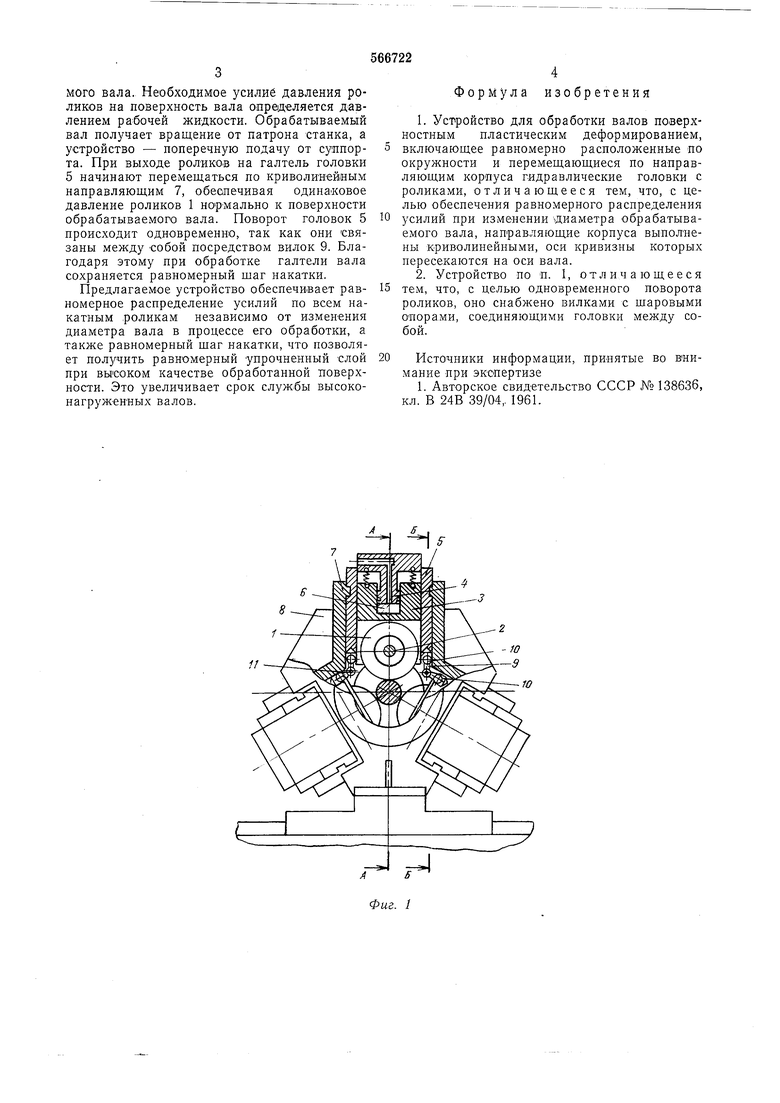
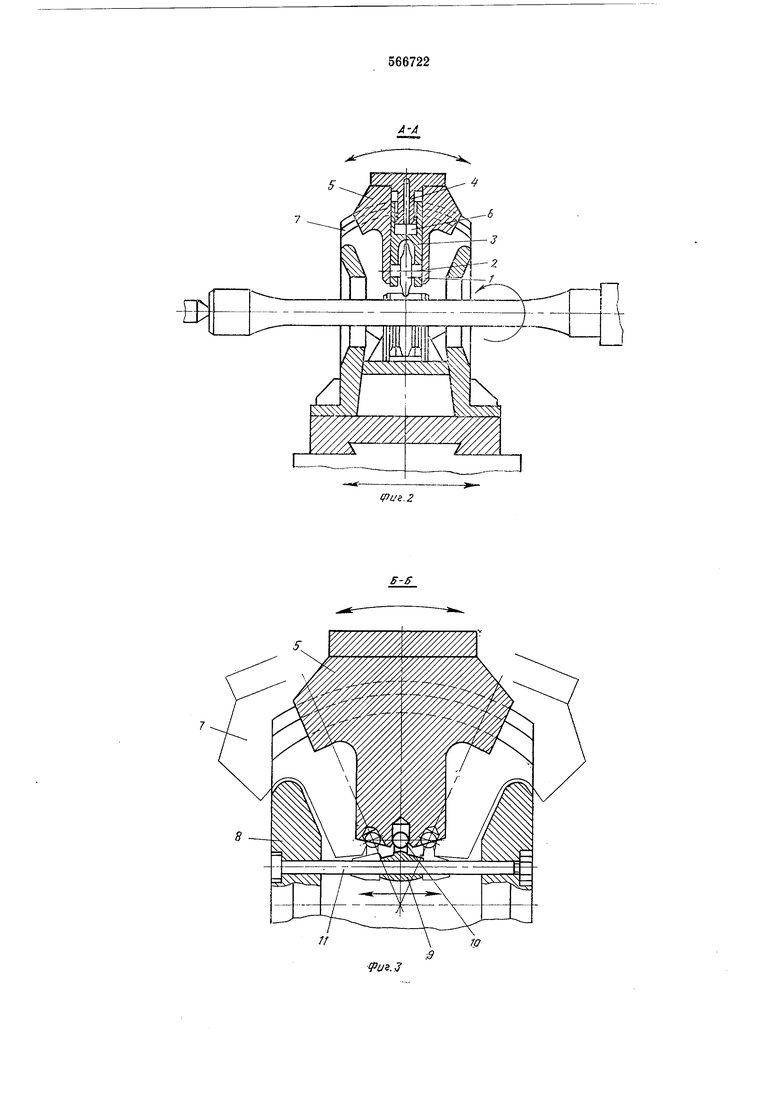
мого вала. Необходимое усилие давления роликов на поверхность вала определяется давлением ра бочей жидкости. Обрабатываемый вал получает вращение от патрона станка, а устройство - поперечную подачу от суппорта. При выходе роликов на галтель головки 5 начинают перемещаться по криволинейным направляющим 7, обеспечивая одинаковое давление роликов 1 нормально к поверхности обрабатываемого вала. Поворот головок 5 происходит одновременно, так как они связаны между собой посредством вилок 9. Благодаря этому при обработке галтели вала сохраняется равномерный шаг накатки.
Предлагаемое устройство обеспечивает равномерное распределение усилий по всем накатным роликам независимо от изменения диаметра вала в процессе его обработки, а также равномерный шаг накатки, что позволяет получить равномерный упрочненный слой при высоком качестве обработанной поверхности. Это увеличивает срок службы высоконагруженных валов.
Формула изобретения
1.Устройство для обработки валов поверхностным пластическим деформированием, включающее равномерно расположенные по окружности и перемещающиеся по направляющим корпуса гидравлические головки с роликами, отличающееся тем, что, с целью обеспечения равномерного распределения усилий при изменении диаметра обрабатываемого вала, направляющие корпуса выполнены криволинейными, оси кривизны которых пересекаются на оси вала.
2.Устройство по п. 1, отличающееся тем, что, с целью одновременного поворота роликов, оно снабжено вилками с шаровыми опорами, соединяющими головки между собой.
20 Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР N° 138636, кл. В 24В 39/04,. 1961.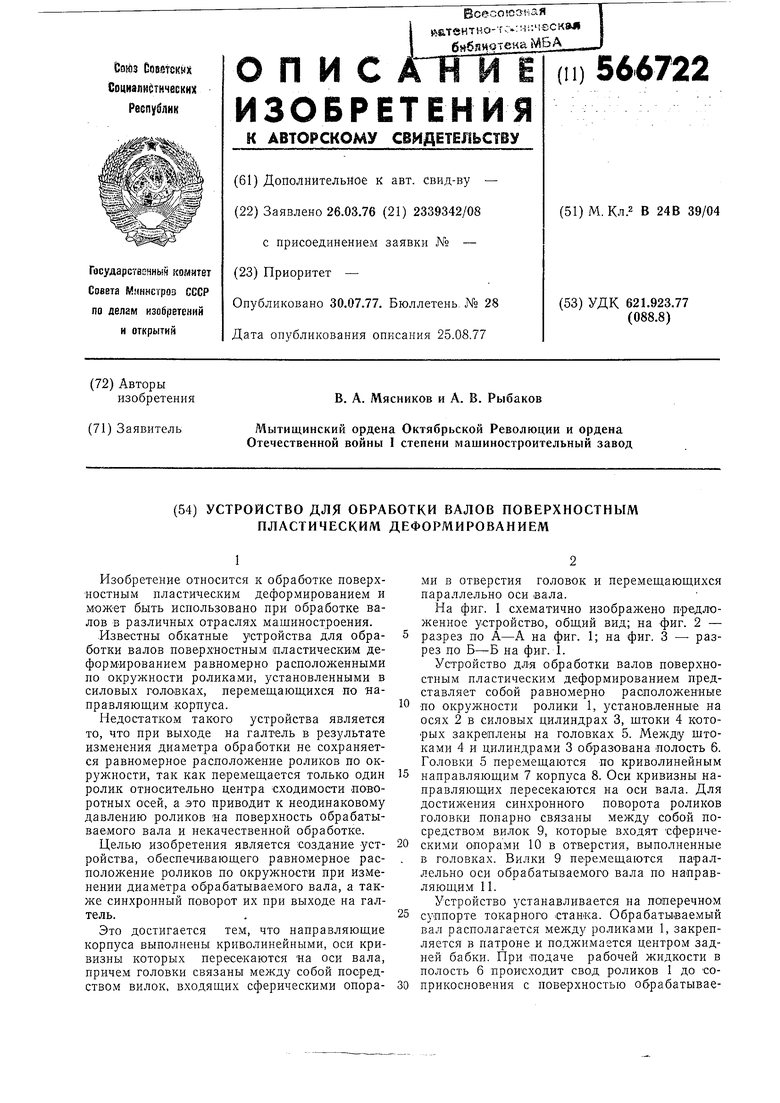
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| Устройство для накатывания галтелей коленчатых валов | 1975 |
|
SU543503A1 |
| Головка для одновременной финишной обработки шейки и галтелей вала | 1982 |
|
SU1060441A2 |
| Устройство для отделения от стопы плоской заготовки и подачи ее в зону обработки | 1988 |
|
SU1608002A1 |
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство для обработки галтели | 1982 |
|
SU1042971A1 |
//
да
Фиг. 1
