316
Изобр12тение относится к обработке металлов давлением и может быть использовано для механизации и автоматизации процессов отделения от стопы плоской заготовки и подачи ее в зону обработки, например, в атомном машиностроении и котлостроении для отделения от стопы длинномерных полос и подачи их в зону обработки.
Цель изобретения - повышение производительности за счет исключения потерь времени на холостые перемещени захватных органов и расширение технологических возможностей за счет отде- ления от стопы листовых заготовок различных типоразмеров.
На фиг.1 изображено устройство для отделения от стопы плоской заготовки и подачи ее в зону обработки, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1$,на фиг.4 - положение после захвата полос; на фиг.З - схема вакуумирования, общий вид.
Устройство для отделения от стопы плоских заготовок и подачи ее в зону обработки содержит основание 1, на котором размещен вертикально замкнутый цепной конвейер 2, цепь которого охватывает приводную 3 и холостую 4 звездочки, смонтированные соответственно на валах 5 и 6, из которых с приводом 7 связан вал 5 приводной звездочки 3. Валы звездочек смонтированы по концам балки 8, Вдоль контура цепи конвейера равномерно и последовательно закреплены тележки 9, несущие вакуумные захваты 10 с внешней стороны контура цепи конвейера 2.
Цепной конвейер 2 в зоне обрабатывающей машины (не показана) одним концом 11 своей балки 8 на валу 5 приводной звездочки 3 закреплен шарНИРНО с возможностью свободного ПОВО-
рота в вертикальной плоскости.
Приводной вал 5 звездочки 3 установлен консольно на основании 1 параллельно и вьппе уровня 12 подачи полосы в обрабатьгоающую машину d совмещением рабочего контура 13 и нижней ветви конвейера 2 в зоне приводной звездочки 3 с уровнем подачи полосы.
Конвейер в зоне холостой звездочки
4 свободно опирается на ближййщий к обрабатывающей машине конец стопы 14 полос, уложенных в кассету 15, и урав-, новешен эа счет жестко связанного
10
0
ic 5
0
5
с балкой 8 и сменным грузом 16 троса 17, огибающего блоки 18,
Вдоль балки 8 с двух сторон на всю длину для направления тележек 9 выполнены криволинейные вогнутые со стороны нижней ветви конвейера копир- ные направляющие пазы 19 и 20, своими концами 21 и 22 плавно переходящие в концентрические относительно осей валов 5 и 6 звездочек 3 и 4.
Кривизну каждого паза выбирают в зависимости от упругих свойств полосового материала, но не более кривизны упругой линии полосового материала.
Соосно с холостой звездочкой 4 с возможностью свободного поворота на ее валу 6 и свободного контакта с полосой установлены опорные ролики 23, диаметр которых больше диаметра холостой звездочки.
Концентрично одному из направляющих пазов, например 19, на балке В конвейера 2 выполнена копирующая поверхность 24, одним своим концом у холостой звездочки 4 продолжающаяся за точкой 25 контакта захвата 10 с полосовым материалом, а другим - оканчивающаяся перед зоной приводной звездочки 3.
Шаг t между тележками вдоль контура цепи 2 выбирается из условия одновременного расположения не менее 3 тележек 9 на нижней ветви конвейера 2 с одной стороны и из условий
L-21 t - -- -,
40
.
г
0
5
где
L 1
п длина полосы;
наибольшее перекрытие сто пы 14 полос конвейером 2, выбираемое наименьшим из условия возможности захвата всех полос в стопе 14; целое число шагов t, укладываемое по длине полосы с другой стороны условия. Угол ft свободного поворота конвейера 2 в вертикальной плоскости выбран наименьшим из условия полного охвата по высоте стопы 14 полос и условия удобства загрузки вьш1е стопы 14.
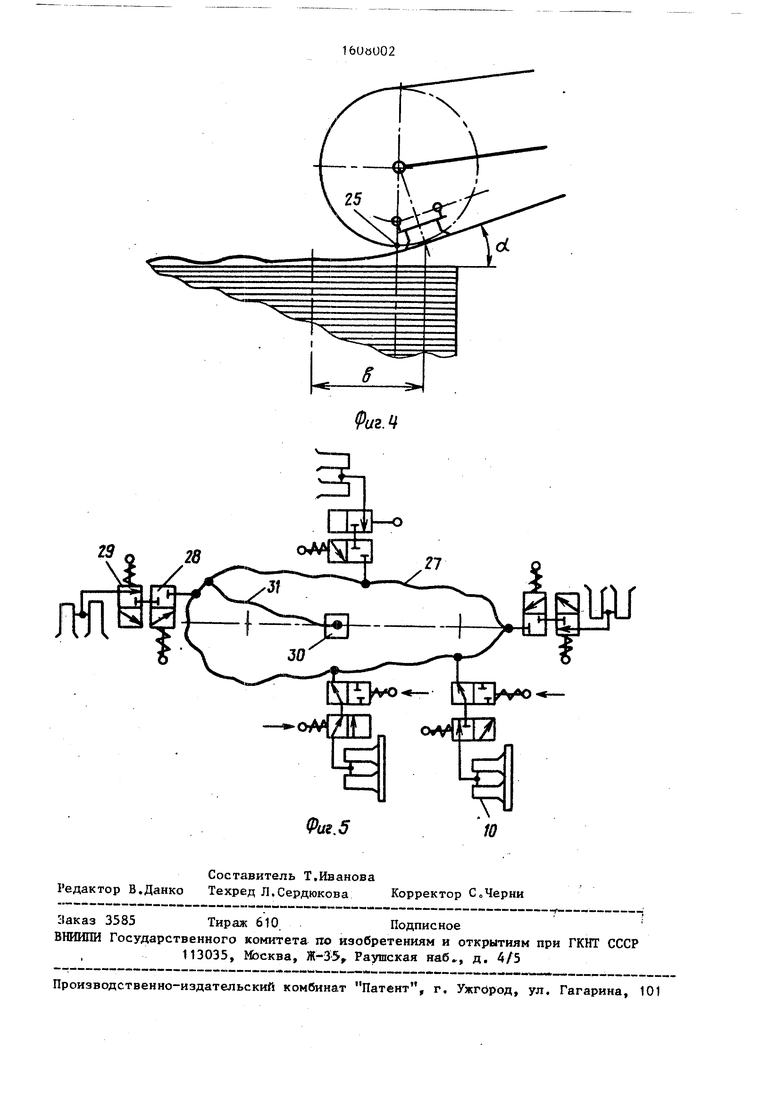
Угол ci в точке контакта захвата 10 с верхней полосой между верхней поверхностью стопы и линий рабочего контура 13 нижней ветви конвейера выбирается в пределах от 5 до 45
отому, что при yrjje, меньшем 5, езко уменьшается качество отделения олосы от стопы, а при угле, большем 45, резко возрастают рывки при работе устройства.
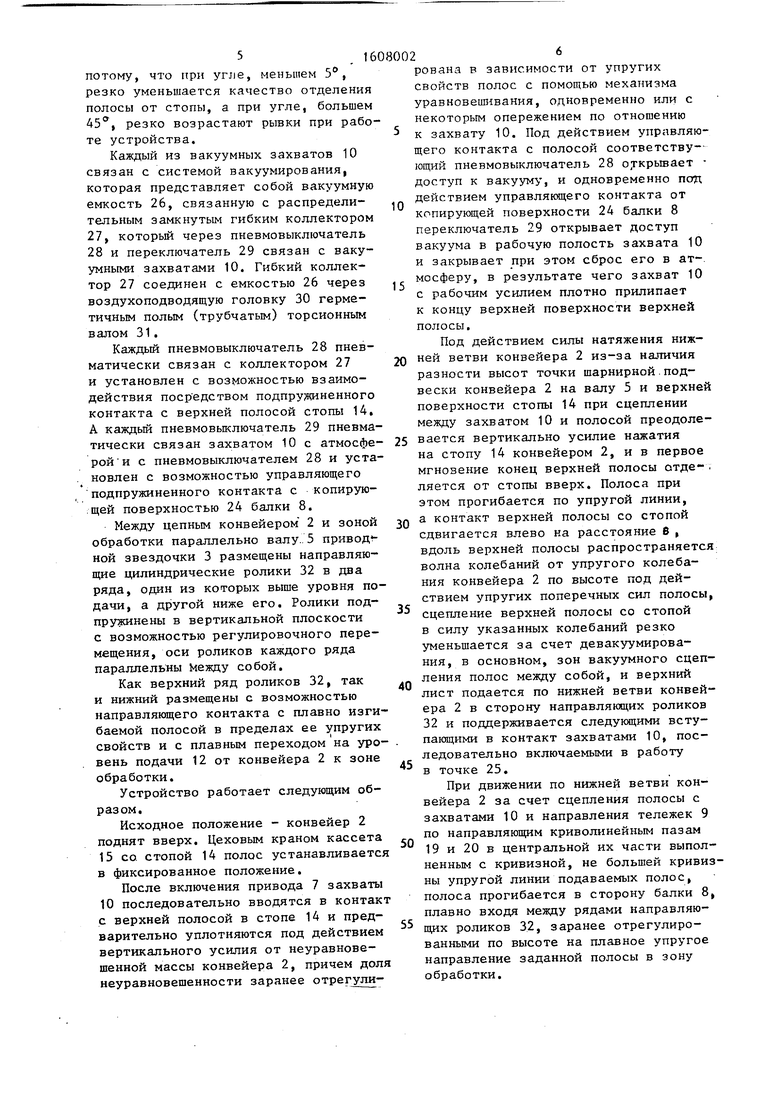
Каждый из вакуумных захватов 10 связан с системой вакуумирования, которая представляет собой вакуумную емкость 26, связанную с распределительным замкнутым гибким коллектором 27, которьй через пневмовыключатель 28 и переключатель 29 связан с вакуумными захватами 10. Гибкий коллектор 27 соединен с емкостью 26 через Боздухоподводящую головку 30 герметичным полым (трубчатым) торсионным валом 31.
Каждый пневмовыключатель 28 пневматически связан с коллектором 27 и установлен с возможностью взаимодействия посредством подпружиненного контакта с верхней полосой стопы 14, А каждый пневмовыключатель 29 пневматически связан захватом 10 с атмосферой и с пневмовыключателем 28 и установлен с возможностью управляющего подпружиненного контакта с копирую- :щей поверхностью 24 балки 8.
Между цепным конвейером 2 и зоной обработки параллельно валу.. 5 привод ной звездочки 3 размещены направляющие цилиндрические ролики 32 в два ряда, один из которых выше уровня подачи , а другой ниже его, Ролики подпружинены в вертикальной плоскости с возможностью регулировочного перемещения, оси роликов каждого ряда параллельны Между собой.
Как верхний ряд роликов 32, так и нижний размещены с возможностью направляющего контакта с плавно изгибаемой полосой в пределах ее упругих свойств и с плавным переходом на уровень подачи 12 от конвейера 2 к зоне обработки.
Устройство работает следующим образом.
Исходное положение - конвейер 2 поднят вверх. Цеховым краном кассета 15 со стопой 14 полос устанавливается в фиксированное положение.
После включения привода 7 захваты 10 последовательно вводятся в контакт с верхней полосой в стопе 14 и предварительно уплотняются под действием вертикального усилия от неуравновешенной массы конвейера 2, причем доля неуравновешенности заранее отрегули-
я
т я
10
15
20
25
рована в зависимости от упругих свойств полос с помощью механизма уравновешивания, одновременно или с некоторым опережением по отношению к захвату 10. Под действием управляющего контакта с полосой соответству-- ющий пневмовыключатель 28 о,ткрьюает доступ к вакууму, и одновременно погд действием управляющего контакта от копирующей поверхности 24 балки 8 переключатель 29 открывает доступ вакуума в рабочую полость захвата 10 и закрывает при этом сброс его в ат-. мосферу, в результате чего захват 10 с рабочим усилием плотно прилипает к концу верхней поверхности верхней полосы.
Под действием силы натяжения нижней ветви конвейера 2 из-за наличия разности высот точки шарнирной.подвески конвейера 2 на валу 5 и верхней поверхности стопы 14 при сцеплении между захватом 10 и полосой преодолевается вертикально усилие нажатия на стопу 14 конвейером 2, и в первое мгновение конец верхней полосы отде- . ляется от стопы вверх. Полоса при этом прогибается по упругой линии, а контакт верхней полосы со стопой сдвигается влево на расстояние в , вдоль верхней полосы распространяется волна колебаний от упругого колебания конвейера 2 по высоте под действием упругих поперечных сил полосы, сцепление верхней полосы со стопой в силу указанных колебаний резко уменьшается за счет девакуумирова- ния, в основном, зон вакуумного сцепления полос между собой, и верхний лист подается по нижней ветви конвейера 2 в сторону направляющих роликов 32 и поддерживается следукяцими вступающими в контакт захватами 10, последовательно включаемыми в работу в точке 25.
При движении по нижней ветви конвейера 2 за счет сцепления полосы с захватами 10 и направления тележек 9 по направляющим криволинейным пазам 19 и 20 в центральной их части выполненным с кривизной, не большей кривизны упругой линии подаваемых полос, полоса прогибается в сторону балки 8, плавно входя между рядами направляю- 55 щих роликов 32, заранее отрегулированными по высоте на плавное упругое направление заданной полосы в зону обработки.
30
35
40
45
50
to
20
Непосредственно перед ведущей звездочкой за счет окончания управляющего контакта копирующей поверхностью пневмовыключатель 29 в силу подпружинив ания переключается на сброс вакуума из полости соответствуюцего давления в атмосферу, перекрьгоая одновременно доступ вакуума к нему из системы вакуумирования, сцепление захвата с полосой прекращается, а система остается герметичной несмотря на открытый от продолжающегося контакта с полосой пневмовыключатель 28.
В первый момент подачи, когда не все захватные органы 10 нижней ветви конвейера 2 находятся в контакте с полосой, а управляющий контакт пнев- копереключателя 29 под воздействием копирующей поверхности 24 открыт на связь с вакуумной системой, в силу отсутствия контакта пневмовыключатель перекрывает связь вакуумной системы от несвязанного с полосой захвата 10, тем самым герметизируя вакуумную сие- 25 тему,
На верхней ветви конвейера герметизация вакуумной системы двойная от закрытых одновременно пневмоперек- лючателя 29 и пневмовыключателя 28, чем повышена надежность автоматического управления захватами.
В точке 25 в момент, когда захваты удалены от нее, конвейер 2 опирается на стопу 14 опорными роликами 23, исключая контакт с полосой звездочки 4, и в силу свободной установки роликов 24 на валу 6 при движении полосы : исключается скольжение между полосой и опорой, чем снижено сопротивление подаче полосы, В силу разности h между.рабочей поверхностью захватов 10 и опорной поверхностью роликов 23 вызьшается дополнительное колебание по высоте конвейера 2, вызывающее встряхивание верхней полосы под стопу 14, улучшающее процесс отделения полосы.
После схода со стопы предыдущей полосы в процессе ее перемещения в. зону обработки в силу выбора шага t между тележками 10, под действием неуравновешенности конвейера 2, первый, свободный от контакта с полосой захват 10, захватывает следующую полосу из стопы, и процесс отделения и подачи полос продолжается до полной выработки стопы непрерывно.
16080028
В процессе работы конвейера 2, несмотря на движение захватных органов в одном направлении, подача вакуума к захватным органам 10 обеспечивается коллектором за счет его гибкости от вакуумной емкости с помощью гибкого полого торсионного вала через возду- хоподводящую головку.
30
35
40
45
50
55
Формула изобретения
1. Устройство для отделения от стопы плоской заготовки и подачи ее в зону обработки, содержащее установленные на основании кассету для размещения стопы заготовок, соединенные с системой вакуумирования захватные органы, механизм перемещения захватных органов, выполненный в виде 3aivfKHyToro цепного конвейера, охватывающего закрепленные на валах-приводную и холостую звездочкИ;, средств для установки на цепном конвейере захватных органов, о т л и ч а ю - щ е е с я тем5 что с целью повышения производительности работы устройства за счет исключения потерь времени на холостые перемещения захватных органов и расишрения технологических возможностей за счет отделения листовых заготовок различных типоразмеров, оно снабжено размещенными попарно перед зоной обработки подпружиненными направляющими роликами, установленными с возможностью регулировочного перемещения в вертикальной плоскости, шарнирно закрепленной одним концом на валу прив одной звездочки, а другим - на валу холостой звездочки консольной балкой с криволинейными ко- пирными пазами, имеющими концентрич- но выполненные относительно оси валов радиусные концевые части, смонтированные на валу холостой звездочки с возможностью поворота в вертикальной плоскости опорные ролики, диаметр которых больше диаметра холостой звездочки, расположенной концентрйчно одному из криволинейных копирных пазов копирующей поверхностью, механизмом уравновешивания консольной балки с цепным конвейером, при этом средство для установки захватных органов на цепном конвейере выполнено в виде равномерно размещенных с возможностью взаимодействия с криволинейными ко- пирными пазами тележек, система ва- ку гмирования выполнена в. виде вакуумo
0
5
0
5
0
5
0
5
Формула изобретения
1. Устройство для отделения от стопы плоской заготовки и подачи ее в зону обработки, содержащее установленные на основании кассету для размещения стопы заготовок, соединенные с системой вакуумирования захватные органы, механизм перемещения захватных органов, выполненный в виде 3aivfKHyToro цепного конвейера, охватывающего закрепленные на валах-приводную и холостую звездочкИ;, средств для установки на цепном конвейере захватных органов, о т л и ч а ю - щ е е с я тем5 что с целью повышения производительности работы устройства за счет исключения потерь времени на холостые перемещения захватных органов и расишрения технологических возможностей за счет отделения листовых заготовок различных типоразмеров, оно снабжено размещенными попарно перед зоной обработки подпружиненными направляющими роликами, установленными с возможностью регулировочного перемещения в вертикальной плоскости, шарнирно закрепленной одним концом на валу прив одной звездочки, а другим - на валу холостой звездочки консольной балкой с криволинейными ко- пирными пазами, имеющими концентрич- но выполненные относительно оси валов радиусные концевые части, смонтированные на валу холостой звездочки с возможностью поворота в вертикальной плоскости опорные ролики, диаметр которых больше диаметра холостой звездочки, расположенной концентрйчно одному из криволинейных копирных пазов копирующей поверхностью, механизмом уравновешивания консольной балки с цепным конвейером, при этом средство для установки захватных органов на цепном конвейере выполнено в виде равномерно размещенных с возможностью взаимодействия с криволинейными ко- пирными пазами тележек, система ва- ку гмирования выполнена в. виде вакуумной емкости, соединенной с одной стороны посредством герметичного торсионного вала и воздухоподводящей головки с гибким коллектором, ас другой стороны посредством пневмати- чески связанных между собой пневмо- выключателя и пневмопереключателя, имеющих управляющие подпружиненные контакты, с захватными органами, при Q этом подпружиненные контакты пневмопере- ключателя установлены с возможностью взаимодействия с упомянутой копирной
Вид А
поверхностью, а подпружиненные контакты пневмовыключателя предназначены для взаимодействия с верхней заготовкой.
I
2. Устройство по п.1, о т л и - чающееся тем, что механизм уравновешивания консольной балки -и- цепного конвейера выполнен в виде . . закрепленного на консольной балке - троса, соединенного через балки с регулируемым грузом,
7 /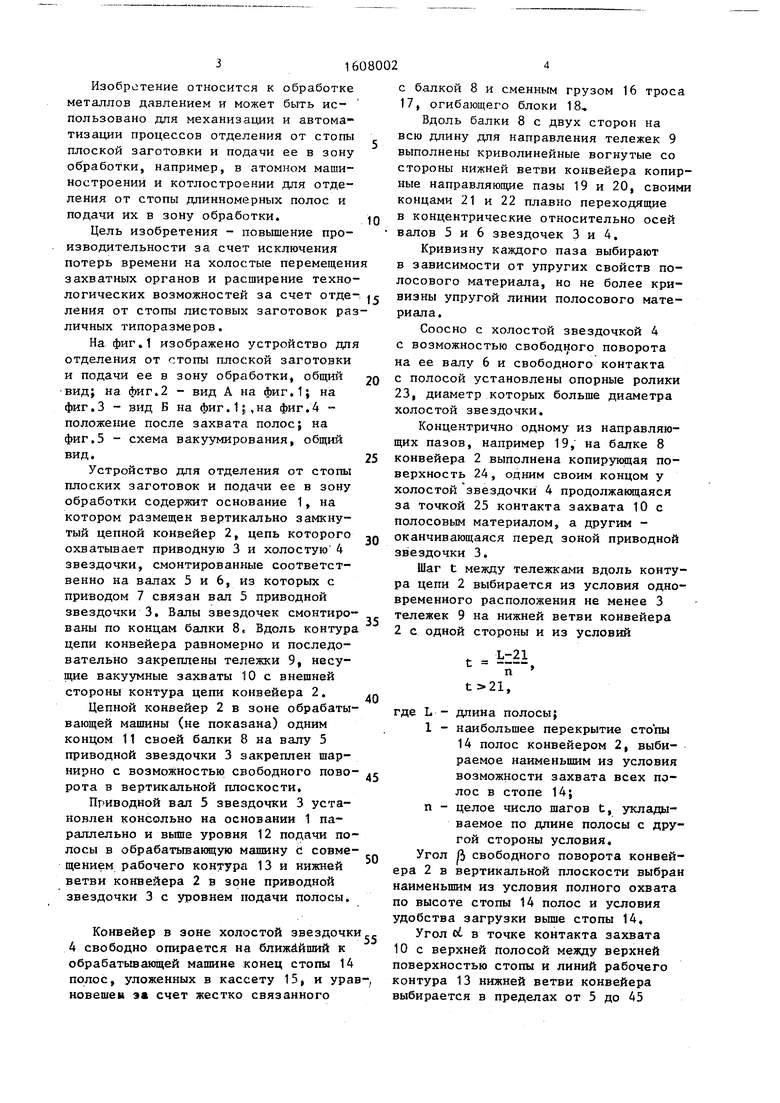
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ШАГОВОЙ ПОДАЧИ ЛИСТОВЫХ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА | 1991 |
|
RU2011539C1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Устройство для отделения от стопы плоской заготовки и подачи ее в пресс | 1984 |
|
SU1319980A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ЗАГОТОВКИ ОТ СТОПЫ И ПОДАЧИ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2086336C1 |
| Устройство для отделения плоских заготовок от стопы | 1986 |
|
SU1393505A1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| Устройство для отделения листа от стопы,кантования и подачи его в зону обработки | 1981 |
|
SU977086A1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Устройство для отделения от стопы и подачи листовых заготовок к обрабатывающей машине | 1982 |
|
SU1013045A1 |
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
Изобретение относится к обработке металлов давлением. Оно может быть использовано для механизации и автоматизации процессов отделения от стопы листовых заготовок. Цель изобретения - повышение производительности за счет исключения потерь времени на холостые перемещения захватных органов и расширение технологических возможностей за счет отделения от стопы полос различных типоразмеров. Устройство содержит основание 1, на котором установлены кассета 15 со стопой 14 заготовок. На стопу 14 одним концом опирается цепной конвейер с захватами. Захваты смонтированы на равномерно размещенных на цепном конвейере тележках. Другой конец конвейера закреплен на звездочке, установленной на приводном валу. На приводном валу и валу холостой звездочки смонтирована консольная балка 8. Последняя через гибкий трос 17 и блоки 18 соединена с уравновешивающим грузом 16. На балке выполнены с обеих сторон криволинейные копирные пазы с радиусными концами 21 и 22. Вакуумные захваты соединены с системой вакуумирования, представляющей собой вакуумную емкость, связанную с гибким коллектором посредством герметичного торсионного вала. Устройство обеспечивает непрерывность процесса отделения полос от стопы. 1 з.п. ф-лы, 5 ил.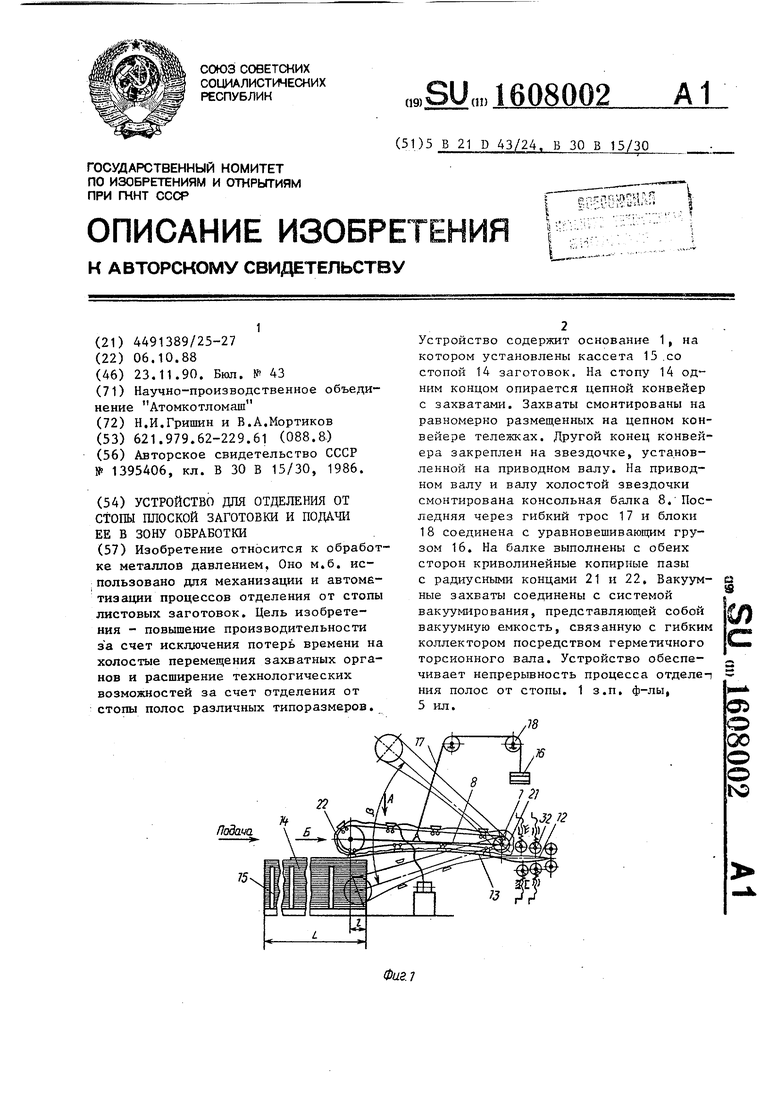
Фаг. 2
Вид б
Ф:
т
Раг.Л
29
fe.
| Устройство для отделения верхнего листа от стопы и подачи его в зону обработки | 1986 |
|
SU1395406A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
