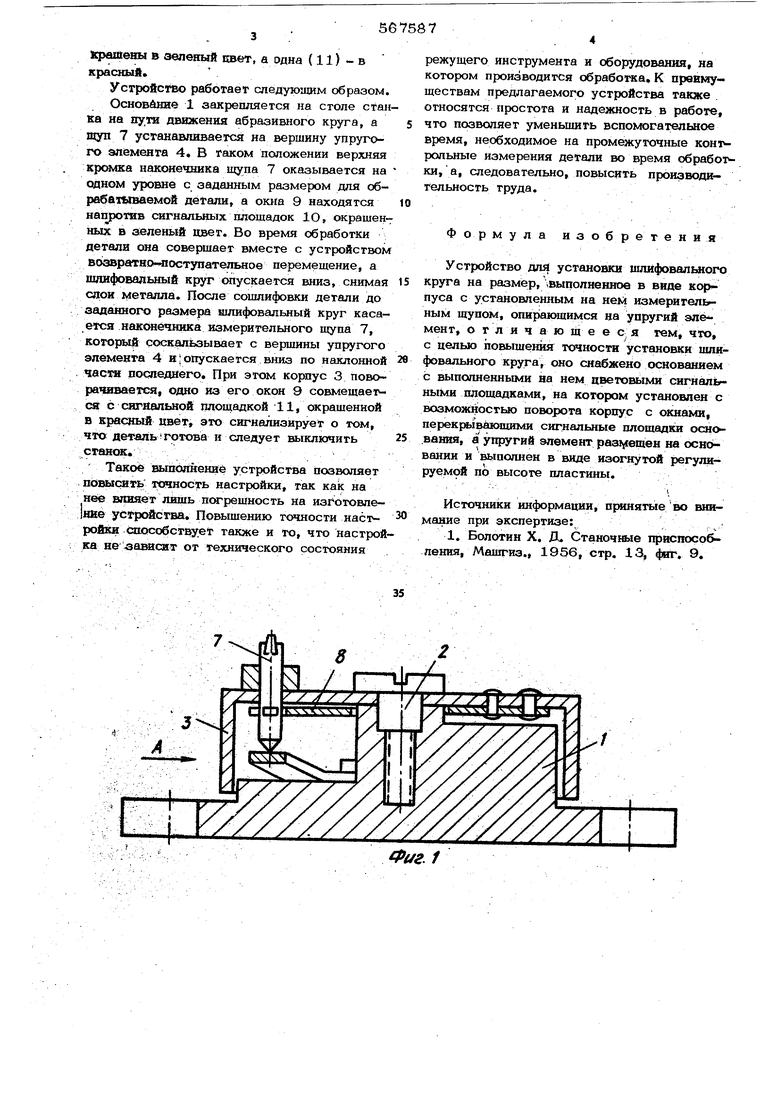
Изобретение относится к обработке деталей шлифованием. Известны устройства для установки шлифовального круга на определенный размер, вьшолненные Б врдё корпуса с установленным на нем щуяом, опирающимся на упругий элемент 1. Однако такое устройство не обеспечивает достаточной точности настройки, так как не учитывает износа шлифовального круга при обработке. Цель изобретения - повышение точности настройки и производительности. Это достигается тем, .что предлагаемое устройство снабжено основанием с цветовы.ми сигнальными площадками, на котором уо гановлен с возможностью поворота корпус с окнами, перекрыввйщимй сигнальные площадки основания, а упругий элемент измери тельного щупа, установленного в корпусе, размещен на основании и выполнен в виде изогнутой под углом и регулируемой по высоте пластины, взаимодействующей с опорным концом измерительного щупа., На фиг. 1 изображено предлагаемое устройство, общий BHOj на фиг. 2 - вид А фиг. Ij на фиг. 3 - устройство, вид сверху. Устройство содержит цилиндрическое основание 1, в центре которого на оси 2 установлен поворотный корпус 3, выполненный в виде стакана . В полости, образуемой основанием 1 и корпусом 3, помещен упругий элемент 4, изогнутый под углом и прикрепленный к основанию посредством винтов 5, Под упругим элементом 4 расположены винты 6, обеспечивающие его регулировку по высоте. На верщине изогнутого под углом упругого элемента 4 установлен измерительный щуп 7 с наконечником из твердого материала, например, алмаза, проходшдий сквозь отверстие, выполненное в корпусе 3. С целью обеспечения постоянного контакта измерительного щупа с упругим эле ментом 4 на щупе 7 установлена пружина 8. В поворотном корпусе 3 выполнены окна 9, под которыми имеются сигнальные площадки. Две сигнальные площадки 10 выкрашены в зеленый квет, а одна (11) - в красный. Устройство работает следующим образом. Основйние 1 закрепляется на столе сТан ка на пути движения абразивного круга, а щуп 7 устанавливается на вершину упругого эл1емента 4, В таком положении верхняя крсхмка наконечника щупа 7 оказывается на одном уровне с заданным размером для обр батываемоЙ детали, а окна 9 находятся напротив сигнальных площадок Ю, окрашенных в зеленый цвет. Во время обработки детали она совершает вместе с устройством возвратнолоступательное перемещение, а шлифовальный круг опускается вниз, снимая слои металла. После сошлифовки детали до заданного размера шлифовальный круг касается нгиссжёчника измерительного щупа 7, который соскальзывает с верщины упругого элемента 4 а допускается вниз по наклонной . ч&сч последнего. При этом корпус 3 поворачивается, одно нз его окон 9 совмещаегся с сигйальной площадкой 11, окращенной в красный цвет, это сигнализирует о том, что деталь готова и следует выключить .станок.;; ,; , ,.,,.;. Такое выполнение устройства 1аозволяет повысить точность настройки, так как на нее влияет лишь псгрещность на изГотовле ние устройства. Повышению точности настройки Чшособствует также и то, что настрой ка не от технического состояния режущего инструмента и оборудования, на котором производится обработка.К преимуществам предлагаемого устройства также относятся простота и надежность в работе, что позволяет уменьшить вспомогательное время, необходимое на промежуточные конпрольные измерения детали во время обработки, а, следовательно, повысить производительность труда. Формула изобретения Устройство дли установки шлифовального круга на размер, выполнешюе в виде кор пуса с установленным на нем измерительным щупом, опирающимся на упругий эле мент, о т л и ч а ю И е е с я тем, что, с целью пош 1щенйя точности установки шлифовального круга; оно снабжено основанием с выполненными на нем цветош 1ми сигнальными площадками, на котором установлен с возможностью поворота корпус с окнами, перек(и 1вающими сигнальные площадки основания, а упругий элемент pastfemea на основании и вьшолнен в виде изогнутой регулируемой по высоте пластины. .....ч Источники информации, п|ишятыево внимание при экспертизе::. 1. Болотин X. Д. Станочные приспособления, Машгиз., 1956, стр. 13, фиг. 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| КОНТРОЛЬНОЕ УСТРОЙСТВО | 2000 |
|
RU2165593C1 |
| Шлифовально-полировальный инструмент | 1988 |
|
SU1618611A1 |
| Устройство активного контроля размеров | 1979 |
|
SU861046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Устройство для контроля точности наладки бесцентровошлифовального станка | 1980 |
|
SU929405A1 |
| Устройство для отключения подачи инструмента | 1974 |
|
SU517469A1 |
| Устройство для размерной настройки металлорежущего станка с устройством числового программного управления (чпу) | 1983 |
|
SU1303372A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТИ ФОРМИРУЕМЫХ РАЗМЕРОВ ДЕТАЛИ НА ЗАДАННОМ РЕЖИМЕ ОБРАБОТКИ ПРИ ПЛОСКОМ ГЛУБИННОМ ПРОФИЛЬНОМ ШЛИФОВАНИИ | 1994 |
|
RU2087293C1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |

й/г /
