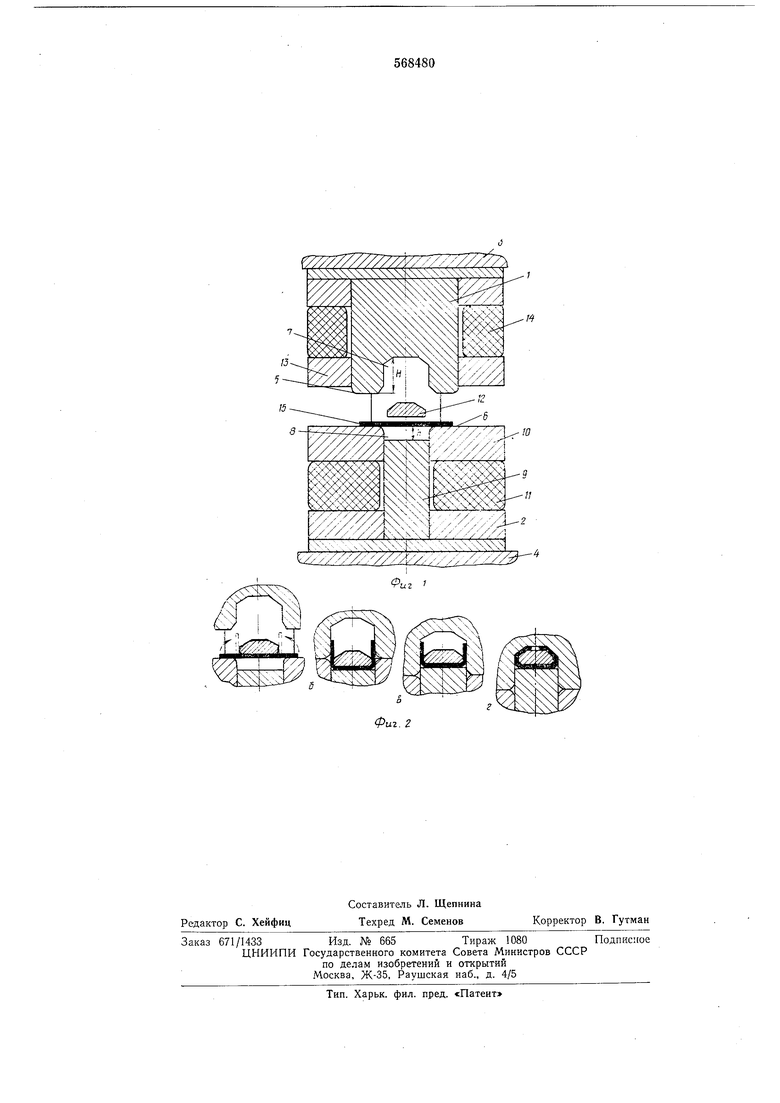
Заготовку 15 укладывают .на тор цовую поверхность инструмента 2.
При рабочем ходе нолзуна пресса олразка 12 да-вит на заготовку 15 (фиг. 2а) и, проталкивая ее в формующую .полость 5 до соприкосновения с средней частью нижнего инструмента 2, производит предварительную гибку заготовки .в П-образ:Ный ирофиль, а верхний инструмент 1, соприкоснувшись своей торцовой поверхностью 5 с торцовой поверхностью 6 инструмента 2, образует за.крытую рабочую полость (фиг. 16).
При дальнейшем ходе ползуна -иресса верхний инструмент / торцо.выми поверхностями 5 тол.кает боковые части 10 инструмента 2 вниз и, сжимая буфер //, надвигается на . среднюю часть 9, удерживающую заготовку с оправкой 12.
Когда рабочая иолость 7 ;верхнего инструмента / закрывается средней частью 9 нижнего инструмента / (фиг. 2в), начинается окончательная гибка заготовки, которая заканчивается калибровой изделия (фиг. 2sJ.
Штамп может найти широкое применение при штамповке .многих типов деталей сложного п.рофиля из штучных листовых заготовок. Как показали проведенные испытания предлагаемый штамл прост в .наладке, надежен в эксплуатации и обеспечивает качественную гибку деталей сложного профиля с замыкающимся контуром.
Формула изобретения
Штамп для изготовлепия полых изделий из , содержащий 1верхний и нижний рабочие инструменты, установленные соответсгвенно на верхней и нижней плитах, имеющие
взаимодействующие между собой торцовы- позерхности и формующие полости, рааположенные в средней части торцовых noBeipxHOcтей и контактирующие с оправкой, размещенной в них, отличающийся тем, что, с
целью изготовления изделий сложной конфигурации, нижний рабочий инструмент выполнен составным в виде средней части, жестко закрепленной на нижней плите, и боковых частей, подпружиненных относительно нее, высота формующей .полости нижнего инструмента меньше высоты формующей полости верхнего инстру.мента.
Источники информации, принятые во внима|Н,ие при акопертизе:
1.Авторское , свидетельство № 352700, кл. В 21 D 37/00, 1970.
2.Малов А. Н. Технология холодной штамповки, М., 1969, стр. 168, 169, рис. 86.
.
/4
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Штамп для гибки изделий с замкнутым контуром из листовых заготовок | 1988 |
|
SU1581418A1 |
| Способ изготовления деталей из прутка и штамп для его осуществления | 1991 |
|
SU1817723A3 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |