(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для гибки изделий типа рамок из проволоки | 1986 |
|
SU1466832A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для закатки петель | 1990 |
|
SU1801666A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Способ изготовления коушей и штамп для его осуществления | 1988 |
|
SU1623818A1 |

Изобретение относится к обработке металлов давлением, в частности к конструкции штампового инструмента для гибки полых изделий из листа. Цель изобретения - повышение надежности за счет уменьшения воздействия на оправку противодействующих усилий на стадии окончательной гибки. Штамп содержит оправкодержатель (О) с оправкой, подпружиненной в осевом направлении, и матрицу (М), установленную в обойме на буферных шпильках. На М в обойме размещены гибочные ползушки для окончательной гибки. На нижнем торце О выполнены опорные поверхности, а на М - ответные ограничительные уступы. В конце первой гибки, осуществляемой оправкой по М, усилие на матрицу передается не через оправку, а непосредственно О через его опорные поверхности. На данном штампе можно осуществлять гибку полых деталей с различной конфигурацией полости. 4 ил.
Изобретение относится к обработке металлов давлением, в частности к конструкции штампового инструмента для гибки полых изделий из листа.
Целью изобретения является повышение надежности за счет уменьшения воздействия на оправку противодействующих усилий на стадии окончательной гибки.
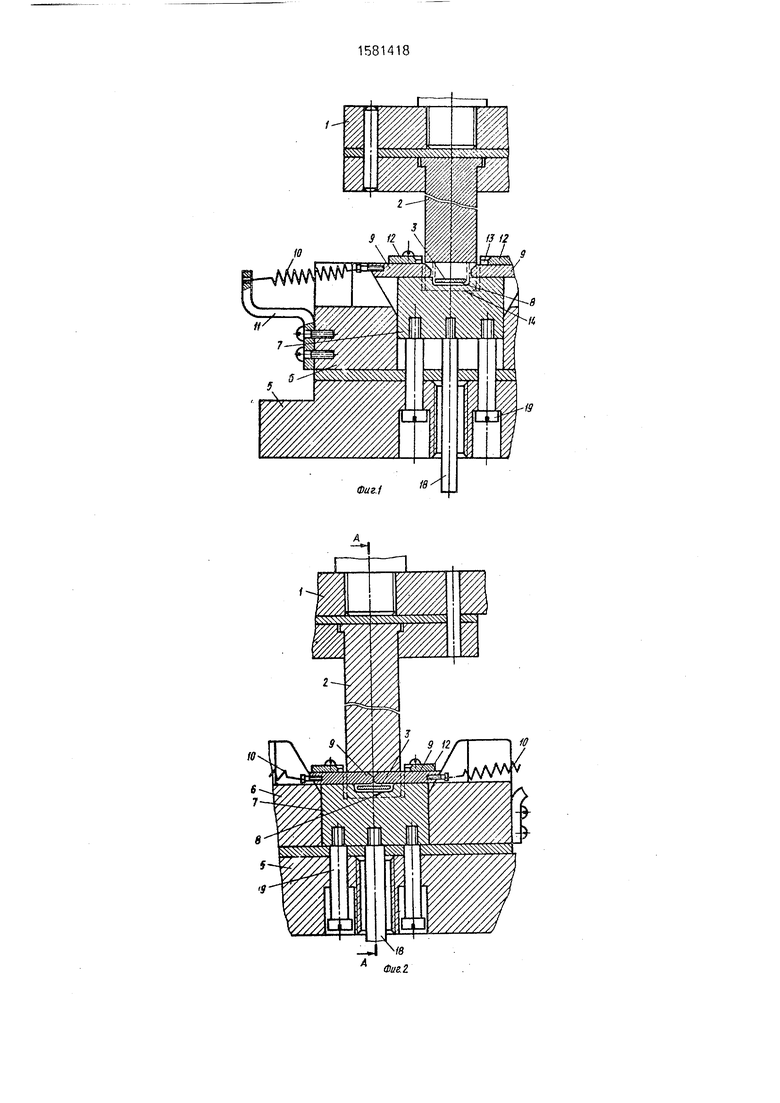
На фиг. 1 и 2 представлен штамп в конце предварительной гибки, общий вид; на фиг. 3 - то же, вид в плане; на фиг. 4 - сечение А-А на фиг. 2.
Штамп содержит смонтированный на верхней подвижной плите 1 опраекодержа- тель 2, в отверстии которого размещена оправка 3. подпружиненная пружиной 4. На .нижней неподвижной плите 5 смонтирована обойма 6, в которой размещена матрица 7, имеющая ручей 8, соответствующий наружным размерам детали. На матрице 7 раз- мещены гибочные ползушки 9 для
окончательной гибки, имеющие с одной стороны наклонную поверхность, контактирующую с соответствующей ей наклонной поверхностью обоймы 6, и снабжены пружинами 10 возврата в исходное положение, удерживаемыми при помощи кронштейнов 11, закрепленных на боковой наружной поверхности обоймы 6. Над ползушками 9 размещен трафарет 12 для фиксирования плоской заготовки 13.
Матрица 7 содержит ограничительные уступы 14, расположенные ниже дна ручья 8, и пазы 15 для крепления трафарета, а в оправкодержателе 2 выполнен паз 16, в котором при рабочем цикле перемещаются гибочные ползушки 9 и имеются опорные поверхности 17 для воздействия на ограничительные уступы 14. Матрица 7 в верхнем исходном положении поддерживается штоком 18, подпружигенным от буфера пресса, а от выпадания - винтами 19. На гибочных
(л
00
Ј
00
ползушках 9 со стороны оправки выполнены скошенные кромки для улучшения условий первой гибки. Матрица 7 имеет кроме плоскости ограничительных уступов 14 еще три ступени. Одна ступень 20, верхний то- рец матрицы, контактирует с трафаретом
12,а другая ступень 21 контактирует с гибочными ползушками 9 и совместно с ними в рабочем положении образует полость, размеры которой равны наружным разме- рам детали. Третья ступень 22 расположена ниже второй на величину, равную размеру детали. Поверхность второй ступени и трафарет образует канал, которым направляются и удерживаются гибочные ползушки.
Штамп работает следующим образом.
В исходном положении матрица 7 находится в своем крайнем верхнем положении, а гибочные ползушки 9 - в разведенном состоянии. В трафарет 12 на гибочные ползушки 9 устанавливается плоская заготовка
в крайнее нижнее положение, а гибочные ползушки 9 скользят по наклонной поверх- ности обоймы 6 и сближаются, перемещаясь в пазу 16оправкодержателя 2, выполняя окончательную гибку детали.
При движении ползуна пресса вверх оп- равкодержатель 2 уходит в крайнее верхнее положение, снимая нагрузку с матрицы 7, которая под воздействием усилия буфера возвращается в свое исходное крайнее верхнее положение. Гибочные ползушки 9 под действием пружин 10 возврата выходят из пазов 16 оправкодержателя 2 и занимают исходное положение. Деталь с оправки 3 снимается боковой поверхностью паза 16 при выведении оправки 3 из паза 16, Под воздействием пружины 4, оправка вводится в свое рабочее первоначальное положение. Затем цикл повторяется.
Изданном штампе можно осуществлять гибку полых деталей различной конфигурации полости и различными контурами (замкнутого и замыкающего) с различным соотношением толщины материала и поперечного сечения полости, замыкающей контур.
Формула изобретения
Штамп для гибки изделий с замкнутым контуром из листовых заготовок, содержащий закрепленный на подвижной плите оправкодержатель с оправкой и установленные на упругом основании на неподвижной плите в обойме матрицу с гибочным ручьем и гибочные ползушки для окончательной гибки с пружинами возврата, установленные с возможностью взаимодействия с клиновыми поверхностями обоймы и совместного с матрицей осевого перемещения, отличающийся тем, что, с целью повышения надежности за счет уменьшения воздействия на оправку проти- водейстующих усилий на стадии окончательной гибки, на нижнем торце оправкодержателя выполнены опорные поверхности, на матрице - ограничительные уступы для взаимодействия с опорными поверхностями оправкодержателя, размещенные ниже дна ручья матрицы.
jO
Чф7-ф у
Фиг.З
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машгиз, 1975, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
