Предлагаемая формовочная машина принадлежит к типу карусельных и отличается тем, что в качестве формующих устройств применены несколько вертикальных формовочных машин двустороннего прессования. Машина расположена у заливочного конвейера, куда готовые формы сталкиваются с машины толкателем. Формовочные станки состоят из двух поршней с моделями, проходяш,ими во время формовки через прорезные доски.
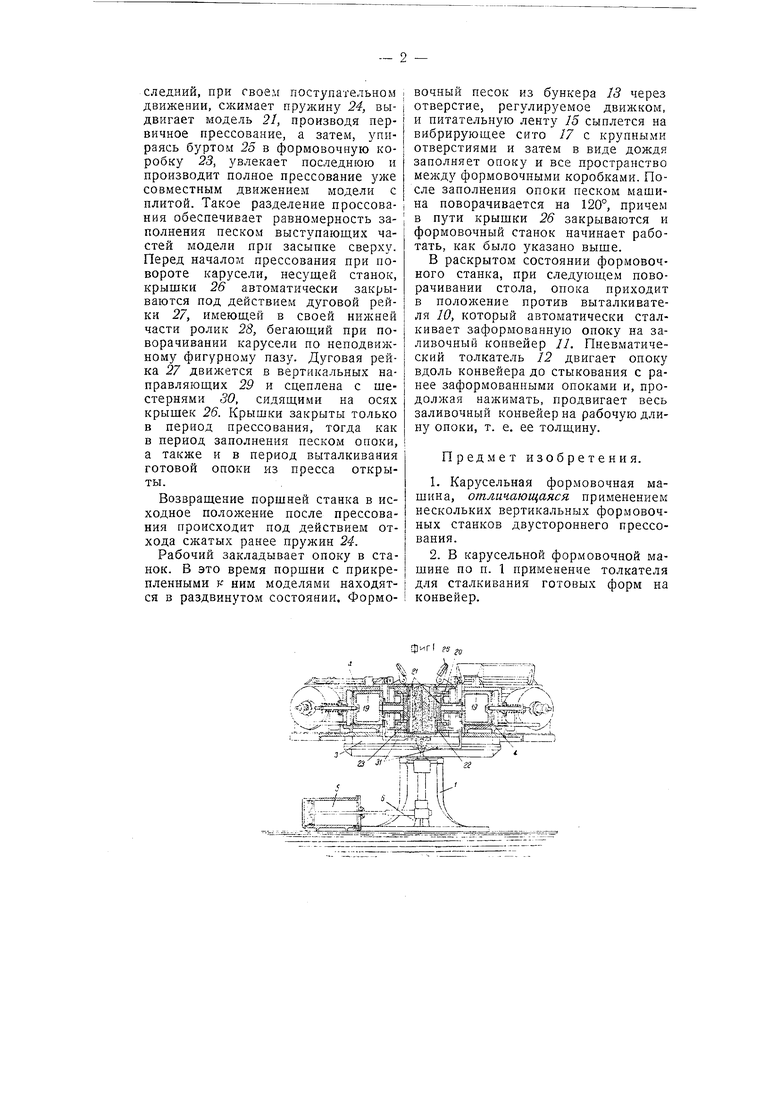
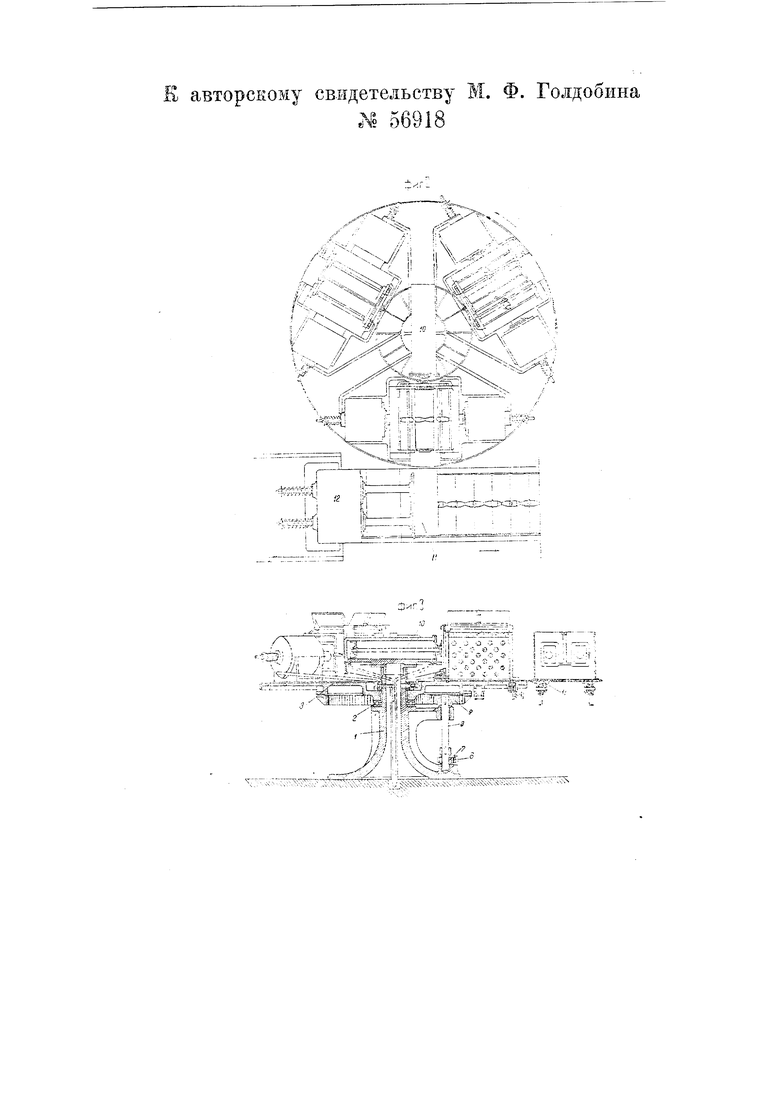
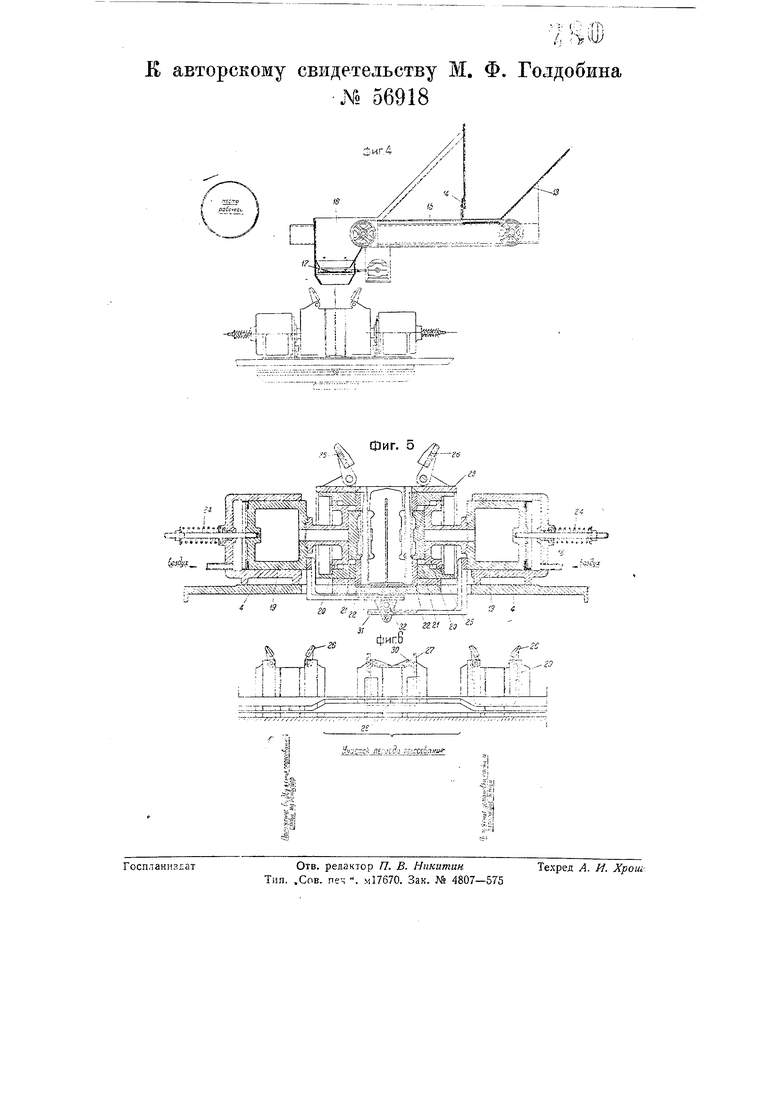
На чертеже фиг. 1 представляет боковой разрез машины; фиг. 2 - вид ее в плане; фиг. 3-вид сбоку; фиг. 4 - схему питания машины формовочным песком; фиг. 5 - боковой разрез формовочного станка; фиг. 6- различные полон ения крышек станка в процессе формовки.
Карусельная формовочная машина состоит из станины /, несущей шарикоподшипник 2, на котором вращается круглый стол 3. На круглом столе установлены под углом 120° три вертикальных формовочных станка двустороннего прессования.
Поворачивание стола производится при помощи воздушного цилиндра 5, рейки 6, шестерни 7 вала 8 и шестерни 9, сцепляющейся с внутренним зубчатым венцом, прикрепленным к столу 5, В центре стола установлен толкатель JO, действующий от общего распределительного золотника. Формовочный станок устанавливается в непосредственной близости с конвейером непрерывной заливки П, который в свою очередь имеет воздушный толкатель J2 для укладывания опок.
Для подачи формовочного песка предусмотрен бункер 13 с регулирующим движком J4, питательной лентой 15, коробкой 16 и вибрирующим ситом 17. Каждый формовочный станок состоит из двух воздушных цилиндров 4, в которых движутся поршни 19. К последним прикреплены направляющие 20, несущие модели 21, проходящие через прорезную плиту 22 формовочной коробки 23. Работа обоих цилиндров синхронизирована при помощи реек 31 и сидящей между ними зубчатки 32. Это устройство предупреждает опережение одного порщня по отношению к другому. Формовочные коробки снабжены крышками 26.
Формовочный станок работает следующим образом. Сжатый воздух, поступая через трубку 18 в цилиндры 4, давит на поршень 19; последний, при своем поступательном движении, сжимает пружину 24, выдвигает модель 21, производя первичное прессование, а затем, упираясь буртом 25 в формовочную коробку 23, увлекает последнюю и производит полное прессование уже совместным движением модели с плитой. Такое разделение проссоваВИЯ обеспечивает равномерность заполнения песком выступающих частей модели при засыпке сверху. Перед началом прессования при повороте карусели, несущей станок, крышки 26 автоматически закрываются под действием дуговой рейки 27, имеющей в своей нижней части ролик 28, бегающий при поворачивании карусели по неподвижному фигурному пазу. Дуговая рейка 27 движется в вертикальных направляющих 29 и сцеплена с щестернями 30, сидящими на осях крышек 26. Крышки закрыты только в период прессования, тогда как в период заполнения песком опоки, а также и в период выталкивания готовой опоки из пресса открыты.
Возвращение поршней станка в исходное положение после прессования происходит под действием отхода сжатых ранее пружин 24.
Рабочий закладывает опоку в станок. В это время поршни с прикрепленными к ним моделями находятся в раздвинутом состоянии. Формовочный песок из бункера 18 через отверстие, регулируемое двинском, и питательную ленту 15 сыплется на вибрирующее сито 17 с крупными отверстиями и затем в виде дождя заполняет опоку и все пространство между формовочными коробками. После заполнения опоки песком машина поворачивается на 120°, причем в пути крышки 26 закрываются и формовочный станок начинает работать, как было указано выше.
В раскрытом состоянии формовочного станка, при следующем поворачивании стола, опока приходит в положение против выталкивателя 10, который автоматически сталкивает заформованную опоку на заливочный конвейер 11. Пневматический толкатель 12 двигает опоку вдоль конвейера до стыкования с ранее заформованными опоками и, продолжая нажимать, пролчвигает весь заливочный конвейер на рабочую длину опоки, т. е, ее толщину.
Предмет изобретения.
1.Карусельная формовочная машина, отличающаяся применением нескольких вертикальных формовочных станков двустороннего прессования.
2.В карусельной формовочной машине по п. 1 применение толкателя для сталкивания готовых форм на конвейер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывно конвейерной заливки форм | 1936 |
|
SU51414A1 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| Конвейерная машина для непрерывной разливки стали в слитки | 1940 |
|
SU66397A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Съемно-сборочное устройство карусельного типа к формовочным машинам | 1958 |
|
SU117354A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Установка для стопочной формовки | 1981 |
|
SU1006041A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Формовочная машина для изготовления песчаных полуформ в крупногабаритных опоках | 1962 |
|
SU150982A1 |
фиг1 у Е авторскому свидетельству М. Л1 56918 Ф. Голдобина
