Изобретение относится к литейном производст ву, в частности к машинам для изготовления вертикально-стопочных опочных форм.
Известна машина для изготовления и сборки форм для стопочного литья, включающая устройство для заполнения опок формовочной смесью и уплотнения смеси, устройство для разборки стопки пустых опок, устройство для сборки изготовленных форм в стопку, связанных прямолинейным транспортным устройством для опок, образующие позиции изготовления фор простановки стержней и сборки
Недостатком машины является компоновка машины, определяемая прямолинейным направлением транспорта опок и отсутствием позиции для осмотра качества изготовленных форм, приводящее к тому, что в стопку собирают годные и бракованные формы. Кроме того, конструктивная сложность машины, определяемая количеством двух приводных устройств для разборки стопки пустых опок и двух приводных устройств для сборки стопки- форм
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является установка для стопочной формовки, включающая расположенный на станине карусельной стол с позициями изготовления форм, .простановки стержней и сборки форм в стопку, подпружиненные упоры, расположенные на карусельном столе, на станине машины. На одной установке производится одновременная разборка стопки пустых опок и сборка заформованных .опок снизу вверх С2.
Недостатком этой машины является сложность ее обслуживания, так как стопка заформованных опок находится на высоте и расположена на верхних упорах и для ее удаления необходимо дополнительное устройство (отдельно от машины) для съема стопки форм, перемещения с позиции сборки и ее опускания.
Цель изобретения - улучшение обслуживания установки.
Указанная цель достигается тем, что установка для стопочной формовки, включающая расположенный на станине карусельный стол с позициями изготовления форм, простановки стержней и сборки изготовленных орм в стопку, подпружиненные упоры, расположенные на карусельном столе и на станине машины, снабжена устройством для отжима упоров, выполненным в виде установленного на станине цилиндра, на штоке которого посредством направляющих закреплены копиры для взаимодействия с подпружиненными упорами.
На фиг. 1 представлена установка, общий вид; на фиг. 2 - вид А на
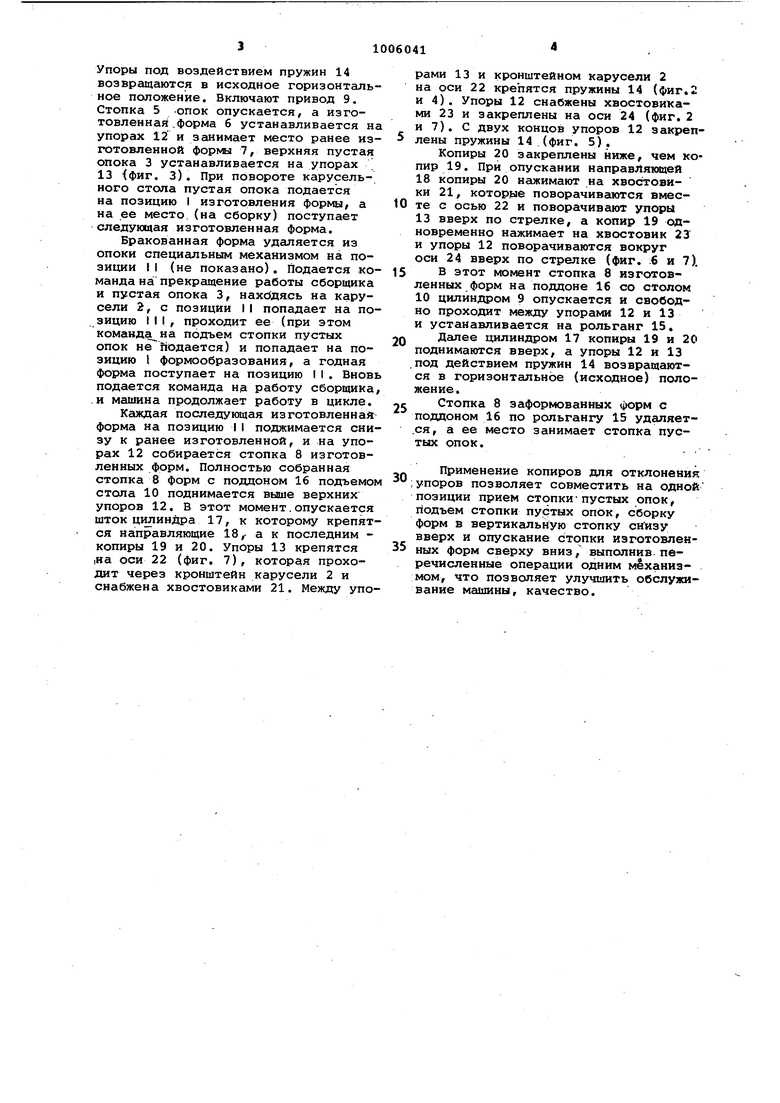
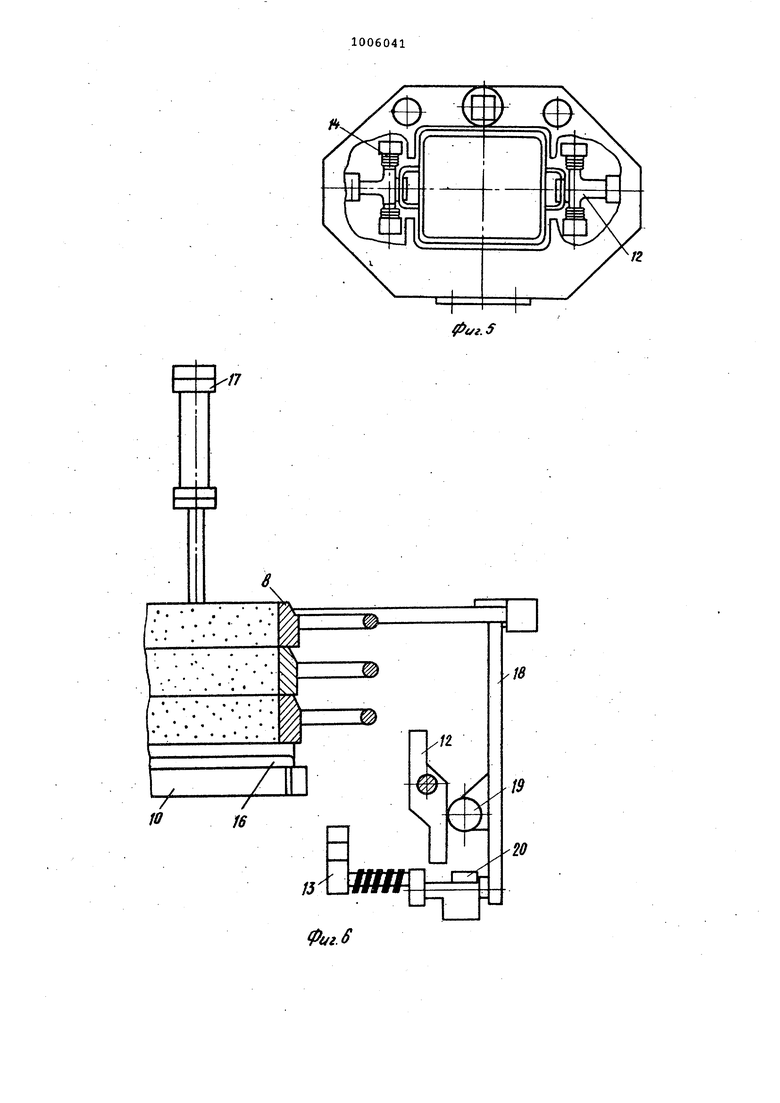
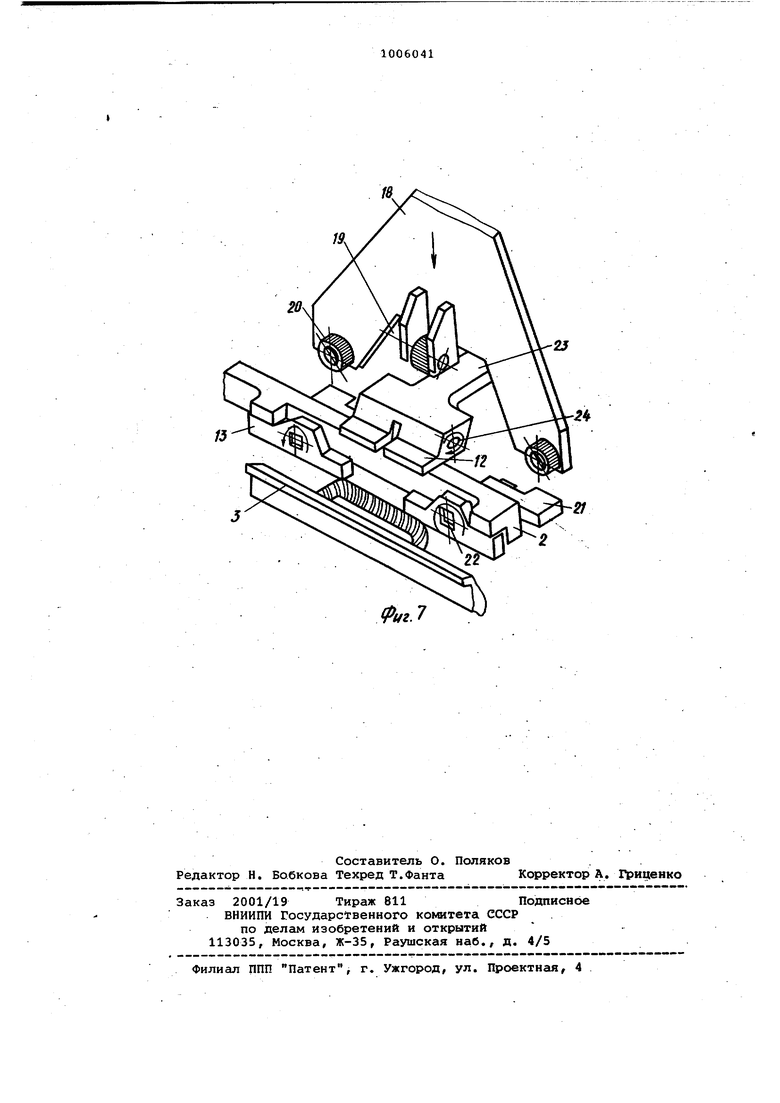
фиг. 1; на фиг. 3 - устройство для разборки пустых опок и сборки изготовленных форм в стопку; на фиг. 4 и 5 - расположение упоров на карусели и станине машины; на фиг. 6 схема взаимодействия копиров и упоров-; на фиг. 7 - схема работы копиров.
Установка представляет собой трехпозиционную карусель: I - позиция изготовления форм, II - позиция осмотра форм и простановки стержней, III - позиция сборки.
Установка состоит из устройства 1 установленного на станине карусельного стола 2 и служащего для заполнения и уплотнения формовочной смеси в опоках 3, устройства 4 для разборки стопки 5 опок 3 и сборки изготовленных форм б и 7 Б стопку 8, включающего поршневой привод 9, связанный с подъемным столом 10 и приспособления для отжима укрепленных на станине установки через кронштейны 11 упоров 12 и установленных на всех похициях карусельного стола упоров 13 и подпружиненных пружинами 14. Стопки 5 опок 3 подаются на подъемный стол 10 по рольгангу 15 на поддоне 16. Отжим упоров производится с помощью гидроцилиндра 17, на штоке которого укреплены направляющие 18 с копирами 19 и 20. Упоры 13 снабжены хвостовиками 21 и укреплены на оси 22, а упоры 12 - хвостовиками 23 и укреплены наоси 24.
Установка для стопочной формовки работает следующим образом.
Стол 10, связанный с поршневым приводом 9, находится в нижнем положении. На стол 10 по рольгангу 15 подают стопку 5 пустых опок, установленную на поддоне 16. При этом на I и I I (,фиг. 1) находятся уже заформованные формы. Включают машину. Приводом 9 стопка 5 пустых опок поднимается и ручками верхней опоки отжимает и поднимается выше упоров 13 которые под воздействием пружин 14 возвр.ащаются в горизонтальное положение (фиг. 7). Далее, стопка 5 пустых опок опускается и верхняя пустая опока 3, тоже опускаясь, устанавливается на упоры 13 (фиг. 4). Карусель 2 поворачивается, пустая опока поступает на позицию I, где происходит заполнение смесью и уплотнение, а ее место занимает ранее заформованная форма позиции II. Далее приводом 9 стопка 5 опок 3 поднимается, упирается в изготовленную первую форму б, поднимает ее, при этом установленные на карусельном столе 2 упоры 13 и закрепленные на кронштейнах 11 станины упоры 12 отходят под действием ручек опок. Изготовленная форма б поднимается выше упоров 12, а опока из стопки 5 - выше упоров 13
Упоры под воздействием пружин 14 возвращаются в исходное горизонтальное положение. Включают привод 9. Стопка 5 опок опускается, а изготовленная .форма б устанавливается на упорах 12 и занимает место ранее изготовленной формы 7, верхняя пустая опока 3 устанавливается на упорах 13 фиг. 3). При повороте карусельного стола пустая опока подается на позицию I изготовления формы, а на ее место (на сборку) поступает следующая изготовленная форма.
Бракованная форма удаляется из опоки специальным механизмом на позиции II (не показано). Подается команда на прекращение работы сборщика и пустая опока 3, нахбдясь на карусели 2, с позиции II попадает на позицию ill, проходит ее (при этом команда на подъем стопки пустых опок нё подается) и попадает на позицию I формообразования, а годная форма поступает на позицию II. Внов подается команда нд работу сборщика и машина продолжает работу в цикле.
Каждая последующая изготовленная форма на позицию II поджимается снизу к ранее изготовленной, и на упорах 12 собирается стопка 8 изготовленных форм. Полностью собранная стопка 8 форм с поддоном 16 подъемо стола 10 поднимается выше верхних упоров 12. В этот момент.опускается шток цилиндра 17, к которому крепятся направляющие 18, а к последним копиры 19 и 20. Упоры 13 крепятся |На оси 22 (фиг. 7), которая проходит через кронштейн карусели 2 и снабжена хвостовиками 21. Между упорами 13 и кронштейном карусели 2 на оси 22 крепятся пружины 14 (фиг.2 и 4). Упоры 12 снабжены хвостовиками 23 и закреплены на оси 24 (фиг.2 и 7). С двух концов упоров 12 закреплены пружины 14 (фиг. 5).
Копиры 20 закреплены ниже, чем копир 19. При опускании направляющей 18 копиры 20 нажимают на хвостовики 21, которые поворачиваются вместе с осью 22 и поворачивают упоры 13 вверх по стрелке, а копир 19 одновременно нажимает на хвостовик 23 и упоры 12 поворачиваются вокруг оси 24 вверх по стрелке (фиг. .6 и 7).
В этот момент стопка 8 изготовленных форм на поддоне 16 со столом 10 цилиндром 9 опускается и свободно проходит между упорами 12 и 13 и устанавливается на рольганг 15.
Далее цилиндром 17 копиры 19 и 20 поднимаются вверх, а упоры 12 и 13 под действием пружин 14 возвращаются в горизонтальное (исходное) положение.
Стопка 8 заформованных форм с поддоном 16 по рольгангу 15 удаляет,ся, а ее место занимает стопка пустых опок.
Применение копиров для отклонения упоров позволяет совместить на одной позиции прием стопки-пустых опок, подъем стопки пустых опок, сборку форм в вертикальную стопку снизу вверх и опускание стопки изготовленных форм сверху вниз, выполнив перечисленные операции одним м1ханиэмом, что позволяет улучшить обслуживание машины, качество.
В ид А
Фш.2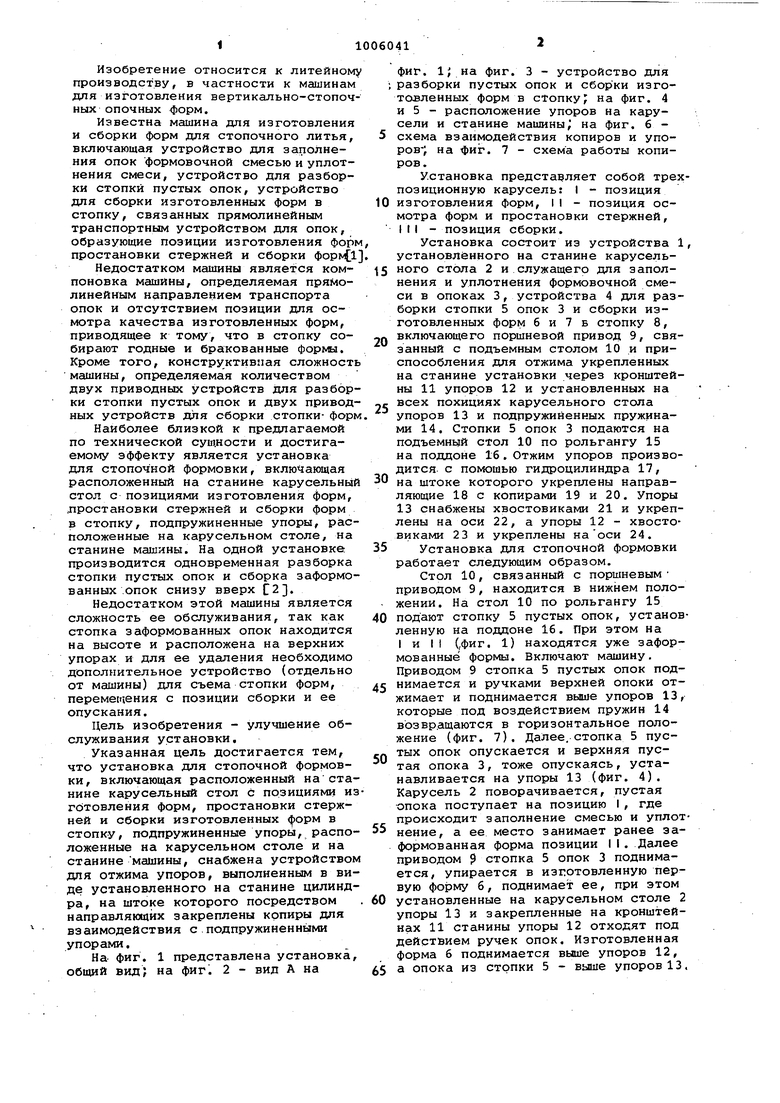
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для стопочной формовки | 1979 |
|
SU850271A1 |
| Устройство для сборки вертикально-стопочных форм | 1983 |
|
SU1107953A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| АВТОМАТ ДЛЯ СТОПОЧНОЙ ФОРМОВКИ | 1973 |
|
SU384284A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ОПОК В ВЕРТИКАЛЬНОЙ СТОПКЕ | 1992 |
|
RU2060856C1 |
| Карусельно-челночная формовочная машина | 1987 |
|
SU1444059A1 |
| Формовочная машина | 1978 |
|
SU740385A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
УСТАНОВКА ДЛЯ СТОПОЧНОЙ ФОРМОВКИ, включающая расположенный на станине карусельный стол с позициями изготовления форм, простановки стержней и сборки форм в стопку, подпружиненные упоры, расположенные на карусельном столе и на станине машиотличающаяся тем. что, с целью улучшения обслуживания машины, она снабжена устройством для отжима у|1Оров, выполненным в виде установленного на станине цилиндра, на штоке которого пбередстврм направлякнцих закреплены, копиры для взаимодействия с подпружиненными упорами.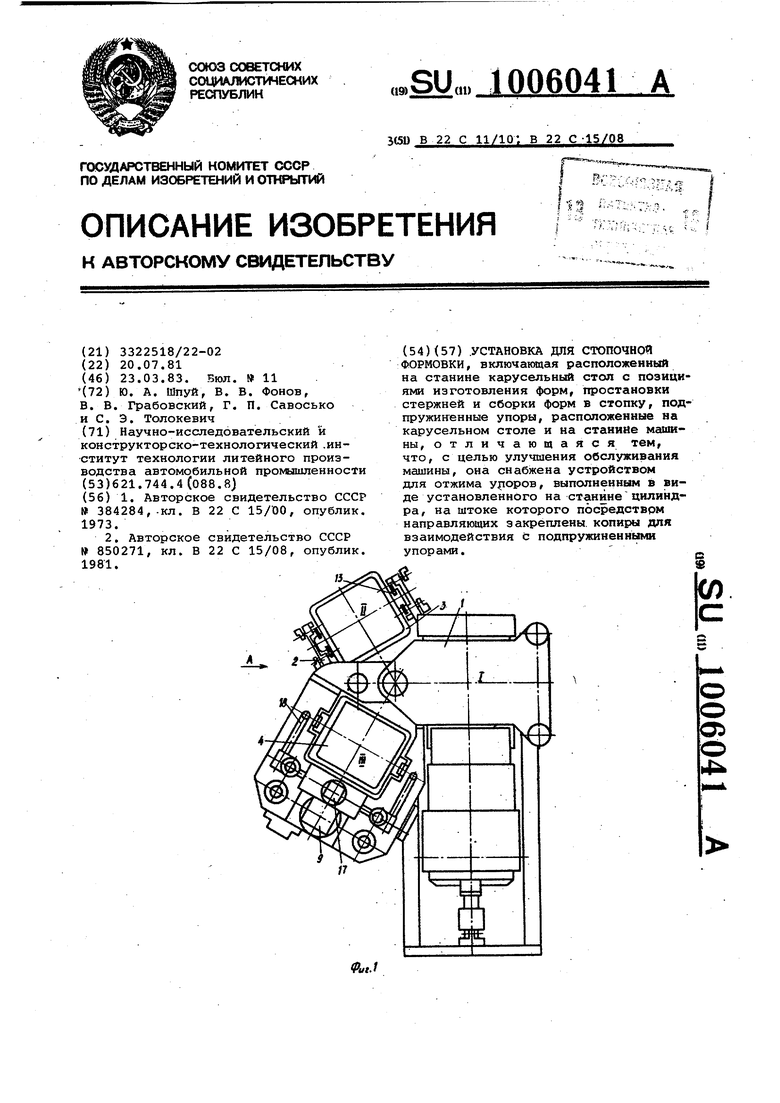
ФшЗ
/
10 f6
XI
/J
Фш.5
iz
t/i.S
iX
/
HZ
20
II
2J
2t
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТ ДЛЯ СТОПОЧНОЙ ФОРМОВКИ | 0 |
|
SU384284A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для стопочной формовки | 1979 |
|
SU850271A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
